Anthony Machine Inc. previously focused on producing medium-size parts in quantities from 10 to about 100, said Eugene Ponomarev, the machine shop’s general manager and vice president. Wanting also to serve the market for small parts, the San Antonio shop purchased its first Y-axis, live-tool lathe, a DMG Mori NLX 3000 1250 turning center. After succeeding with that machine, the business bought a second one, he added.
With a priority to accomplish short lead times while offering competitive prices, Anthony Machine’s manufacturing team was challenged to make the most of the new investment. The manufacturer turned to Mark Davis, senior sales engineer for Latrobe, Pennsylvania-based Kennametal Inc., who has worked with Anthony Machine for about a decade. The shop already had experience with Kennametal’s KM quick-change toolholders.

Mohsen Saleh (left) and CNC Machinist Setter Mark Garland discuss a workpiece produced on one of Anthony Machine’s DMG Mori NLX series universal turning centers. Image courtesy of Kennametal
“Over the years, we’ve built a number of KM-equipped custom toolholders for deep boring and other machining operations on our CNC lathes and machining centers, and we use Kennametal on several of the shop’s manual turret lathes to overcome limitations with available tool positions,” said Manufacturing Technologist Daniel Goller. “On more than one occasion, we’ve earned new business because KM was able to achieve tolerances and surface finishes that others couldn’t do with conventional tooling.”
The shop has about 20 pieces of CNC equipment, including vertical and horizontal lathes and vertical and horizontal milling machines, and employs about 25 CNC machinists, he noted.
In addition to KM toolholders, Davis explained that the best way to reduce setup times and maximize the new machines’ potential would be to equip them with turret-adapted clamping units.
“He made us aware of the new units,” Goller said. “Knowing the KM connection previously, he knew it was what we wanted to do.”
“The TACU system supports everything from KM32 up to KM63,” Davis said. “We offer blocks for both static and driven tools and can tool up lathes from Okuma, Haas, Mazak, Doosan and of course DMG Mori—pretty much all of the major machine tool builders, with more coming online all the time. This makes it both easy and cost-effective for our customers to equip more than 80 models of CNC turning centers with a fast, flexible and accurate quick-change toolholding
system.”
Mohsen Saleh, operations manager for Anthony Machine, agreed.
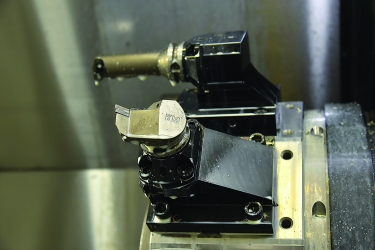
After seeing the benefits of using KM on Anthony Machine’s new NLX machines, the company plans to expand its use of quick-change tooling to other areas of the shop. Image courtesy of Kennametal
“Compared to the traditional wedge and screw-style blocks that come standard on most machines, the KM-equipped TACUs are both faster and more accurate,” he said. “We routinely hold tolerances of 0.0005", and I’m told that part size doesn’t change from one clamping to the next. The turret is less crowded, everything is easier to get at, and you don’t have the chatter and deflection that you often find with your typical straight-shank tools and setscrew-type boring bar holders.”
Goller added that the traditional block connection was cumbersome because it required a machinist to hold several different parts, mount the part and make sure everything was straight. The KM toolholders, on the other hand, have a taper and face connection that mounts with a couple of turns of a torque wrench.
“The KM connections just repeat and are always straight,” Goller said. “You don’t have to fight to make sure your tools are right. There is only one way to put them in. There is no misalignment like there might be with conventional tooling.”
For example, if a boring bar is not aligned properly, it affects cutting geometry, which means that a machinist is more likely to have issues with chatter, Goller said.
“On the other machines, we are happy if we hit a 32 µin. Ra finish, which is not much to write home about,” he said. “On the new machines, we easily hit 10 to 11 µin. Ra.”
With the KM-equipped TACU system in place, Goller said Anthony Machine reduced tool setup time by about 50%.
Contact Details
Related Glossary Terms
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- boring bar
boring bar
Essentially a cantilever beam that holds one or more cutting tools in position during a boring operation. Can be held stationary and moved axially while the workpiece revolves around it, or revolved and moved axially while the workpiece is held stationary, or a combination of these actions. Installed on milling, drilling and boring machines, as well as lathes and machining centers.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
END USER
Anthony Machine Inc., 210-734-5121, www.anthonymachine.com
SOLUTION PROVIDER
Kennametal Inc., 800-835-3668, www.kennametal.com
CHALLENGE
Reduce setup times and maximize investment in new machine tools.
SOLUTION
Turret-adapted clamping units and quick-change toolholders.