Shifting gears: General Industry Coverage
Imagine a gear milling method where the toolpath -- not the tool shape -- determines gear characteristics such as diametral pitch or pressure angle. A new concept, involute milling, provides that functionality while delivering machining efficiency and production versatility.
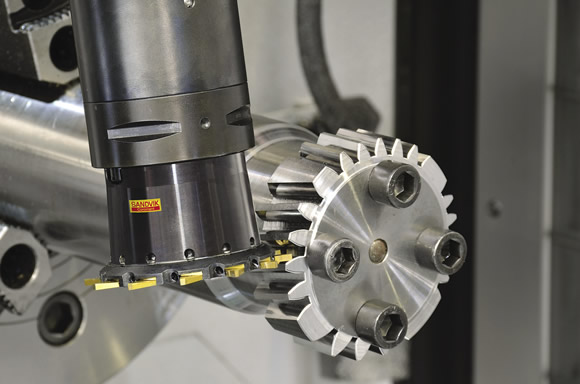
Joining flexibility with high productivity when gear milling.
Imagine a gear milling method where the toolpath—not the tool shape—determines gear characteristics such as diametral pitch or pressure angle. A new concept, involute milling, provides that functionality while delivering machining efficiency and production versatility. The result is a “democratization” of gear milling, moving the process from single-purpose, dedicated machine tools to multipurpose machines that can produce small batches economically because no costly hobs or gashers are needed.

All images courtesy Sandvik Coromant
Involute milling, or InvoMilling, uses standard mill/turn machines and off-the-shelf cutting tools to produce small to medium-sized batches of spur and helical gears.
Gear making typically involves custom orders. Said one manager at a gear milling company: “We specialize in helical and spur gear wheels for a range of different industries, with many machined to specific customer requirements. A customer may want a specific gear wheel, batch of gear wheels or components for automobile transmissions. We mostly produce from one to 100 components, but we also have production orders for up to 2,000 gear wheels throughout a year. Just-in-time deliveries are the norm for some products, particularly when it comes to components for vehicle gearboxes.”
Until recently, this type of production scenario meant the gear maker would have to lock into using special, one-off gear-making tools for each project to produce high volumes. However, creating new tooling and programming for each gear wheel is costly.
Outside the Box
The new gear milling approach is based on using a multiaxis mill/turn machine. Sandvik Coromant Co. developed involute milling and it is being offered in collaboration with DMG / Mori Seiki USA Inc. Involute milling, or InvoMilling, is an alternative to the specialized hobbing process traditionally used to make gears. For gears with 25 to 30 teeth, InvoMilling’s cycle time is comparable to single-start hobbing with HSS tools. However, the possibility to integrate many operations in one setup and on one machine can reduce overall cycle times. Also, the wait time for a new gear hob can be weeks, while acquiring a new CNC InvoMilling code takes a matter of hours.
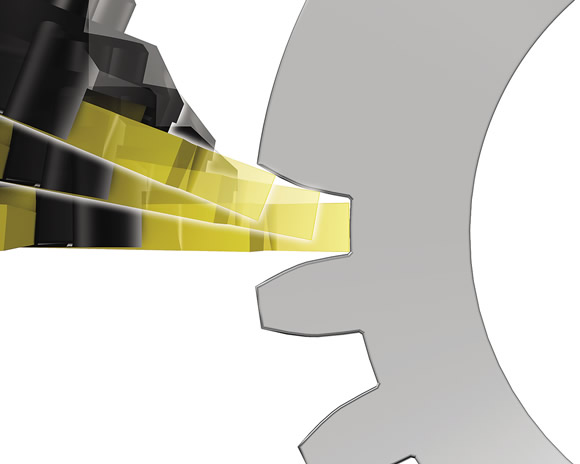
In this multiaxis gear-milling process, multipurpose machines are fitted with tools composed of off-the-shelf inserts for making spur and helical gears. It can produce spur and helical gears using a disc-shaped milling cutter tooled with grooving inserts. With simultaneous motion of the X and B axes or the Y and B axes, the tool follows an involute path. Consequently, variations in gear shape are produced according to the toolpath—not the shape of the tool. For this purpose, mill/turn machines are ideal.
When involute milling the tooth space of an outer spur gear, a groove is facemilled in an axial direction on the workpiece. For the following cuts, the gear wheel rotates slightly, coordinating with the simultaneous radial plunging of the InvoMilling tool, creating an involute curve shape.
It is now possible to program in the MORI-AP conversational software for InvoMillng processes, which is available for DMG / Mori Seiki Model NT mill/turn centers. The flexible B-axis with ±120° rotation range, the high speed and precision of the direct-drive motor and the indexing capability of 0.0001° allows production of gears with up to a DIN 6 quality.
Gear hobbing has traditionally been performed on a dedicated machine, which also can produce other transmission components. However, due to its lack of flexibility, hobbing is not the optimal solution when many different types or small batches of gear wheels need to be produced.
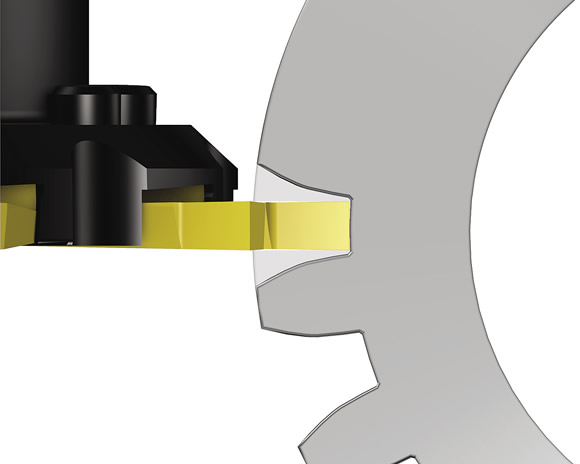
InvoMilling is a combination of slot milling and turn milling. It enables machining of gears of any helix angle—both involute and noninvolute profiles—with the same tools. This series illustrates the process.
Step 1: slot milling.
Steps 2 and 3: machining the root and protuberance.
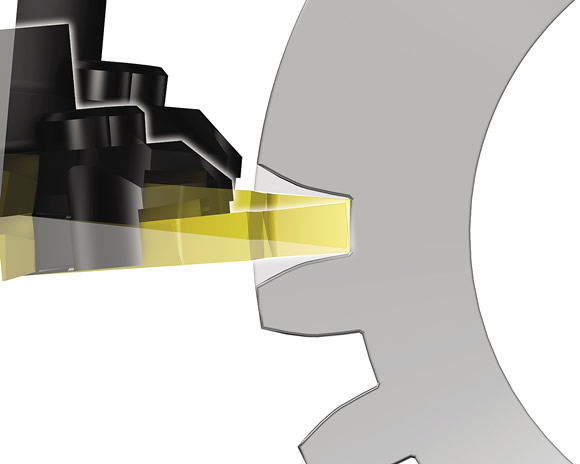
Step 4: turn milling the lower gear tooth profile.
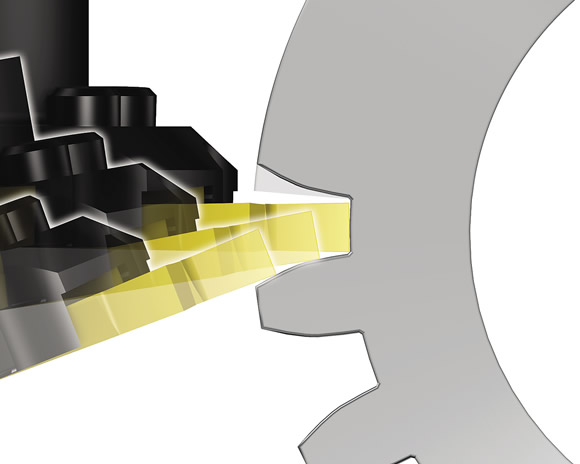
Step 5: turn milling the upper gear tooth profile.
Step 6: finished tooth space.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion