Three main challenges exist when routing and trimming composite materials, said Mike MacArthur, vice president of engineering for RobbJack Corp.: preventing uncut fibers, delamination of the composite layers and fiber pullout.
To machine composites, the Lincoln, Calif., toolmaker offers both diamond-coated carbide routers, in which diamond is grown on the cutting edges, and PCD routers. PCD blanks are either brazed onto cutter bodies or PCD slugs 3mm to 4mm thick (0.118" to 0.157") are cut to shape via electrical discharge grinding, MacArthur said. He noted about 60 percent of RobbJack’s tools for composite applications are specials. “You can make them in all different kinds of configurations because of the advancement in solid diamond-tipped tools.”
AMAMCO Tool’s Fix Cut diamond-coated carbide compression router cuts a composite workpiece. Image courtesy of AMAMCO Tool.
Unless carbide routing tools are coated with actual diamond, he added, it’s difficult to justify the expense to deposit a coating that doesn’t last. “Even the amorphous diamond or diamond-like-carbon coatings wear off pretty quickly in carbon fiber and most composite materials,” MacArthur said. End users, though, sometimes apply uncoated carbide tools for roughing when there’s a lack of rigidity that can cause a PCD or diamond-coated tool to chip, or they only have to cut a small quantity of parts.
Numerous types of composites are available in which two or more materials—often with significantly different physical properties—are combined, including fiberglass, aramid, Kevlar and glass-reinforced plastic. But one type tends to stand out. “We are seeing an increase in all types of composite materials, however, the vast majority are carbon fiber,” MacArthur said in reference to carbon fiber-reinforced polymers (CFRPs).

Examples of brazed “B-Bond” diamond routers for highly abrasive materials from Starlite Industries. Image courtesy of Starlite Industries.
A vast number of industries have applications for composites, including energy, automotive and sporting goods. Once again, one sector dominates, according to MacArthur. “We are seeing huge increases across the board, but the biggest volume tends to be in aerospace.”
Brazed vs. Plated
Starlite Industries Inc. also offers routers for composites, including diamond-plated “Magnicon Bond” and diamond-brazed “B-Bond” routers. Compared to the plated tool, the brazed tool provides more space between the diamond particles, which allows room for the low-melt resins often found in composites to dissipate, explained Jay Rosenbluth, the company’s manufacturing manager. “Generally speaking, diamond tools prefer harder materials rather than softer or low-melt materials.”
He added that the brazed router is also effective for cutting hard materials, such as ceramics and the fiber reinforcement in carbon-fiber composites, which is primarily polyester.
A brazed bond employs a high-temperature nickel alloy that fuses with the diamond to create a molecular bond, whereas a plated bond is a mechanical encapsulation of the diamond, Rosenbluth said. “When the heat builds up, the thermal coefficient of expansion is overcome by that molecular bond with the diamond.”
Starlite also makes CVD-diamond-coated carbide routers. “A solid-carbide router is a geometrically well-designed tool for cutting composites. At the same time, the diamond vapor deposition gives it an added life that you’re not necessarily going to get from the carbide itself,” Rosenbluth said, adding that about a third of the company’s routers are specials.
A carbide router with a chisel-flute design promotes fuzz-free machining of nonmetallic fiberglass-reinforced plastics, according to the company. Special designs can be created for routing Kevlar. “One thing about carbide is you can develop a very sharp lip, which is fundamental to the cutting process of a fluted tool,” Rosenbluth said. “That is what creates such a clean cut.”
He added that a chisel-flute router can have nine or more flutes in the direction of the cut, along with a similar number of chipbreakers in the opposite direction.
Geometries at Work
PCD is an effective tool material for cutting abrasive materials like composites. However, Andrew Gilpin, R&D/marketing manager for AMAMCO Tool, Duncan, S.C., recommends diamond-coated carbide tools for routing and trimming composites because toolmakers are limited in their ability to produce advanced geometries in PCD. He said the coating thickness ranges from 9µm to 12µm, which extends tool life without creating too much edge rounding and the threat of part delamination.


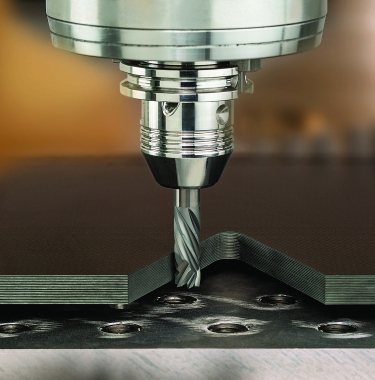
Diamond-coated routers from RobbJack are suitable for routing low-plastic CFRPs, trimming, pocketing and hole interpolation. Images courtesy of RobbJack.
“If an end user really wants to maximize his process, we can work with our diamond coating vendors and start adding thickness to extend tool life, which helps reduce tool cost,” Gilpin said. He cautioned, though, that “you can push it to a certain point and then you damage the part.”
Conversely, uncoated carbide routers also have their place. If a parts manufacturer is going to produce only one or two parts on a one-time basis, applying uncoated cutters will cost considerably less, Gilpin said. “You are not going to use them again, and they’re not going to last very long, but you don’t need them to.”
Coated or not, the toolmaker offers an array of routers for composites, including compression, slow-spiral, diamond-cut and special-purpose ones. Selecting the one with the correct geometric configuration for a specific type of composite material, even a specific CFRP, involves a number of factors. These include material thickness, the layup of the carbon-fiber plies and the required routing speed, as well as trade-offs, according to Gilpin.
For example, a router with more flutes extends wear life, but more flutes means shallower flute gullets than one with fewer flutes, he said. Flutes that are too shallow can cause dusty chips to pack in the flutes. If the heat can’t be adequately dissipated, then the carbon fiber begins to melt onto the back of the flutes—a recipe for delamination.
To help prevent delamination, as well as uncut fibers, MacArthur said RobbJack offers a router that provides a combination of upward and downward shearing flutes. This combination exerts a compressive load on the workpiece material. “It is putting down force on the top of the part and up force on the
bottom.”
Gilpin added that about a decade ago, nearly all of AMAMCO’s routers for cutting composites were custom-made tools based on previously defined geometries. “Now, I would say 90 percent are standard,” he said. “As time progressed, certain geometries have risen to the top. If you look at everybody’s website, everybody has a compression router.”
Laboratory Research
To determine the most-suitable tool to apply when machining composites, as well as other process variables, tool manufacturers often conduct tests in their in-house labs. The resulting information can save end users significant time and money.
“If a customer is doing a new part or new project, they could literally spend $30,000 on tooling just to figure out what the best solution is,” MacArthur said. “We have an in-house lab. A lot of our customers will send us a scrap part or some of their material. Then, for no charge, we will do some test cuts and very quickly determine what geometries work best.”
Even without having the same routing machines, Gilpin said AMAMCO can closely duplicate a customer’s process. The company conducts machining tests on the specific composite material sent by the customer, taking into account variables such as whether climb or conventional cutting is employed and whether the material is machined wet or dry. From there, the toolmaker determines the tool that will enable the customer to meet its quality requirements and recommends starting feeds and speeds.
“We will generally bring that tool to the customer, set it up on the machine and be there with them while they are running it and make adjustments as needed,” Gilpin said. “That’s ideal.”
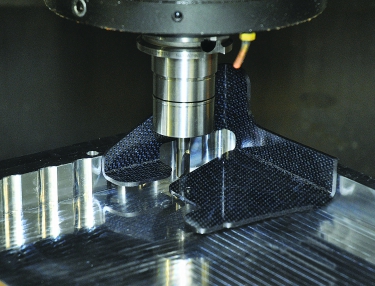
A PCD router from RobbJack machines a composite part. Image courtesy of RobbJack.
Sometimes a customer can’t send material because it is proprietary or excess material isn’t available. In those cases, Gilpin noted, AMAMCO will bring a selection of routers, possibly five or more, with different geometries to the customer’s facility for testing. The third option is to send a customer a variety of tools that the parts manufacturer can test at its leisure.
Keeping Cool
Controlling the amount of heat at the tool/workpiece interface is important for all machining operations. It is particularly critical when routing and trimming composites because too much heat can melt them.
Applying liquid coolant is one option for reducing heat, but Rosenbluth said many of Starlite’s customers want to cut composites without lubrication to avoid the risk of the workpiece material absorbing any liquid. Therefore, he frequently recommends applying air as an effective coolant.
Gilpin agreed that routers can effectively dry-machine composites—as long there’s a method to manage the composite dust—but it’s not his first choice. “Heat is our enemy in this process. As long as you are not compromising the material through any type of fluid penetrating into the resin or the fibers themselves, we are going to recommend wet.”
Nonetheless, some OEMs dictate that no coolant can touch the composite material during the manufacturing process. “When they do that,” Gilpin said, “it is what it is.”
Rosenbluth emphasized that applying routers with sharp cutting edges is the best way to overcome heat without liquid lubrication.
Routing a composite part in one pass, rather than taking roughing and finishing cuts to minimize the number of linear inches a router spends in the material, is one way to extend tool life and sharpness, according to RobbJack’s MacArthur. This approach also shortens cycle times.
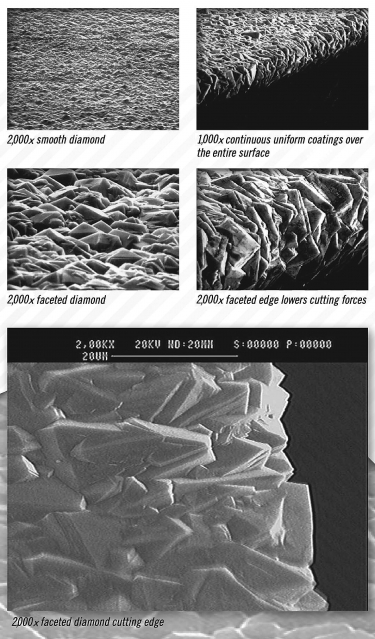
Magnified images of diamond coatings on cutting tools. Images courtesy of RobbJack.
“Once you start dulling the cutting edges or chipping the cutter or experiencing wear, you start adding a lot more friction and heat,” MacArthur said. “One key area of getting rid of the heat is to make sure that you’re maintaining a sharp tool as long as you can.”
In addition, composite-parts manufacturers must run routing equipment at optimal machining parameters. “When dwelling in the workpiece, where the rotational speed is not overcome by the feed rate, you could have an opportunity to burn and cause damage to both the workpiece and the tool,” Rosenbluth said. “The combination of rotational speed and feed rate is critical.”
As new composite materials are developed to enhance an ever-growing range of applications, parts manufacturers will continue to face different challenges when routing them. Cutting tool manufacturers, however, are not going to sit back and let them cut tomorrow’s composites with outdated routers.
“We constantly have to come up with different geometries, different coatings or combinations of geometries and coatings to try and solve the issues our customers are having,” MacArthur said.
Contact Details

Contact Details

Contact Details
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- amorphous
amorphous
Not having a crystal structure; noncrystalline.
- ceramics
ceramics
Cutting tool materials based on aluminum oxide and silicon nitride. Ceramic tools can withstand higher cutting speeds than cemented carbide tools when machining hardened steels, cast irons and high-temperature alloys.
- composites
composites
Materials composed of different elements, with one element normally embedded in another, held together by a compatible binder.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- flutes
flutes
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- interpolation
interpolation
Process of generating a sufficient number of positioning commands for the servomotors driving the machine tool so the path of the tool closely approximates the ideal path. See CNC, computer numerical control; NC, numerical control.
- polycrystalline diamond ( PCD)
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
Contributors
AMAMCO Tool
(800) 833-2239
www.amamcotool.com
RobbJack Corp.
(844) 342-0222
www.robbjack.com
Starlite Industries Inc.
(800) 727-1022
www.starliteindustries.com
