In addition to producing compressors, including reciprocating, swash plate, wobble plate, variable and air brake designs, T/CCI Manufacturing LLC offers CNC contract machining and assembly services. For large-part applications, the Decatur, Illinois, company has six Toyoda horizontal machining centers, two Hankook vertical turning lathes with 63" and 78" swings and live tooling, and two large boring mills—one from Kuraki and one from Kia.
To ensure that T/CCI has a backup machine for its boring mills and to reduce the time required to produce a part, the company added equipment this year, purchasing a new FH1600SW-i HMC from Jtekt Toyoda Americas Corp., Arlington Heights, Illinois. “The 1600 can do anything that those two boring mills can do,” said T/CCI President Richard Demirjian.
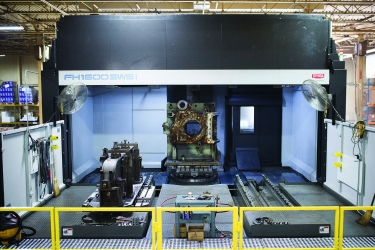
T/CCI Manufacturing machines components for the mining industry primarily on its Toyoda FH1600SW-i horizontal machining center. Image courtesy of T/CCI Manufacturing
He added that the new HMC is responsible for machining cast-iron and cast-steel hitches, brackets and frames for Caterpillar and Komatsu mining equipment. “That business is picking up tremendously, and we are seeing a lot of work come from those two companies.”
The HMC has a maximum workpiece swing of 3,200mm and can hold a maximum load of 8,000kg. T/CCI often machines individual parts, which these two customers then weld together. “We get those big weldments back, and those go on the machine and take up all of the swing,” Demirjian said.
The new HMC enables automatic part probing, which is a major timesaver, he noted. In contrast, the two boring mills require manual touch-offs. Every casting has to be qualified via probing, which can take 60 to 90 minutes.
“With the Toyoda and the automatic probe,” Demirjian said, “you could be ready to cut 10 to 15 minutes after the pallet cycle is set and eliminate human error.”
Compared with the single-pallet boring mills, Demirjian said the new dual-pallet HMC, which is T/CCI’s largest, significantly enhances production efficiency. Loading and unloading some castings into a boring mill with a 10-ton hoist consumes 20 to 30 minutes. On the other hand, having two pallets enables an operator to load and prepare a part on one pallet while the machine cuts a part on the other pallet.
“We anticipate that the 1600 is as much as 70 percent more efficient because of the probing and the dual pallet,” he said.
In addition, the new HMC is designed to machine with peak efficiency, according to Graham Roeder, Toyoda national product manager. “The rapid-traverse rate of 40m/min. can be up to three times faster than your traditional boring mill-type machine used for large-part manufacturing.”
The machine also has a quill spindle, which improves access to inner areas of workpieces and enables machining deeper features without having to apply tools with long extension bars or dampener bars to minimize vibration. “The inches per minute that we can take off with that spindle are significant without getting chatter,” Demirjian said, adding that this helps the company achieve tolerances as tight as ±0.0005" in some bores.

The concrete in the foundation for the Toyoda FH1600SW-i horizontal machining center took about eight weeks to cure. Image courtesy of T/CCI Manufacturing
T/CCI examined equipment from other machine tool builders. However, the company selected the Toyoda HMC not only based on cost and the reliability of the other Toyoda machines it operates but from a service standpoint. “Toyoda has a large service center in Chicago with parts that are readily available,” Demirjian said. “That is key to us. If something goes wrong or an operator crashes a machine, getting something quick is important to keeping those machines up and running.”
The HMC was already built, but T/CCI first needed to create a machine foundation, Demirjian explained. The foundation work, which cost about $200,000, required digging a 7'-rebar-reinforced pit filled with 430 yards of concrete. “The concrete took about eight weeks to cure,” he said.
Demirjian added that a second FH1600SW-i is available, “so that’s what we’re toying with. Working with Toyoda, there are things that we would do differently with the foundation to reduce the costs.”
As the world of machining evolves, the demand for large parts continues to rise. “There is a definite need in the market to build larger, more durable machines with the capability to deliver end-to-end solutions for large-format parts in a variety of industries,” Demirjian said. “In projects of this scale, there is no room for error. We fully understand and appreciate the precision and attention to detail it takes to build highly engineered, rugged machines. The Toyoda FH1600 has amplified our ability to take on the largest and most complex jobs with the highest level of precision and efficiency.”
Related Glossary Terms
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- inches per minute ( ipm)
inches per minute ( ipm)
Value that refers to how far the workpiece or cutter advances linearly in 1 minute, defined as: ipm = ipt 5 number of effective teeth 5 rpm. Also known as the table feed or machine feed.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
| END USER | SOLUTION PROVIDER |
|---|---|
| T/CCI Manufacturing LLC 217-422-0055 www.tccimfg.com |
Jtekt Toyoda Americas Corp. 847-253-0340 www.toyodausa.com |
| CHALLENGE | Reduce the time to produce large parts. |
|---|---|
| SOLUTION | A dual-pallet horizontal machining center with a maximum workpiece swing of 3,200mm that can handle a load up to 8,000kg. |
