Rake Angles That Make or Break Facemilling
Facemilling performance depends heavily on axial and radial rake angles. This guide explains how rake-angle selection affects chip flow, edge strength, cutting force, and finish.
Quick take: Rake angle choices in facemilling change edge strength, chip flow, power draw, and finish more than many shops expect. This article works best when it is reviewed alongside lead-angle, tangential-force, and insert-geometry references during cutter selection.
Related references: Getting to Know the Lead Angle, Understanding tangential cutting force when milling, and Insert Geometry Resources.
When it comes to cutting angles, the rake can make or break your facemilling process. Rake angles impact key parameters, such as chip flow, metal removal rate and tool life. So rake angles need to be chosen with an eye to the requirements of each application.
For cutters with indexable inserts, the rake angle is the inclination of an insert’s cutting face. There are two types of rake angles. The axial rake angle is the angle between the cutting edge and the axis of the cutter. This angle affects the facemilling process in several ways. It directs chip flow and impacts cutting-edge strength. In addition, toolmakers use the axial rake angle to control power consumption, said Nate Peters, senior tool design engineer at Greenleaf Corp. in Saegertown, Pennsylvania.
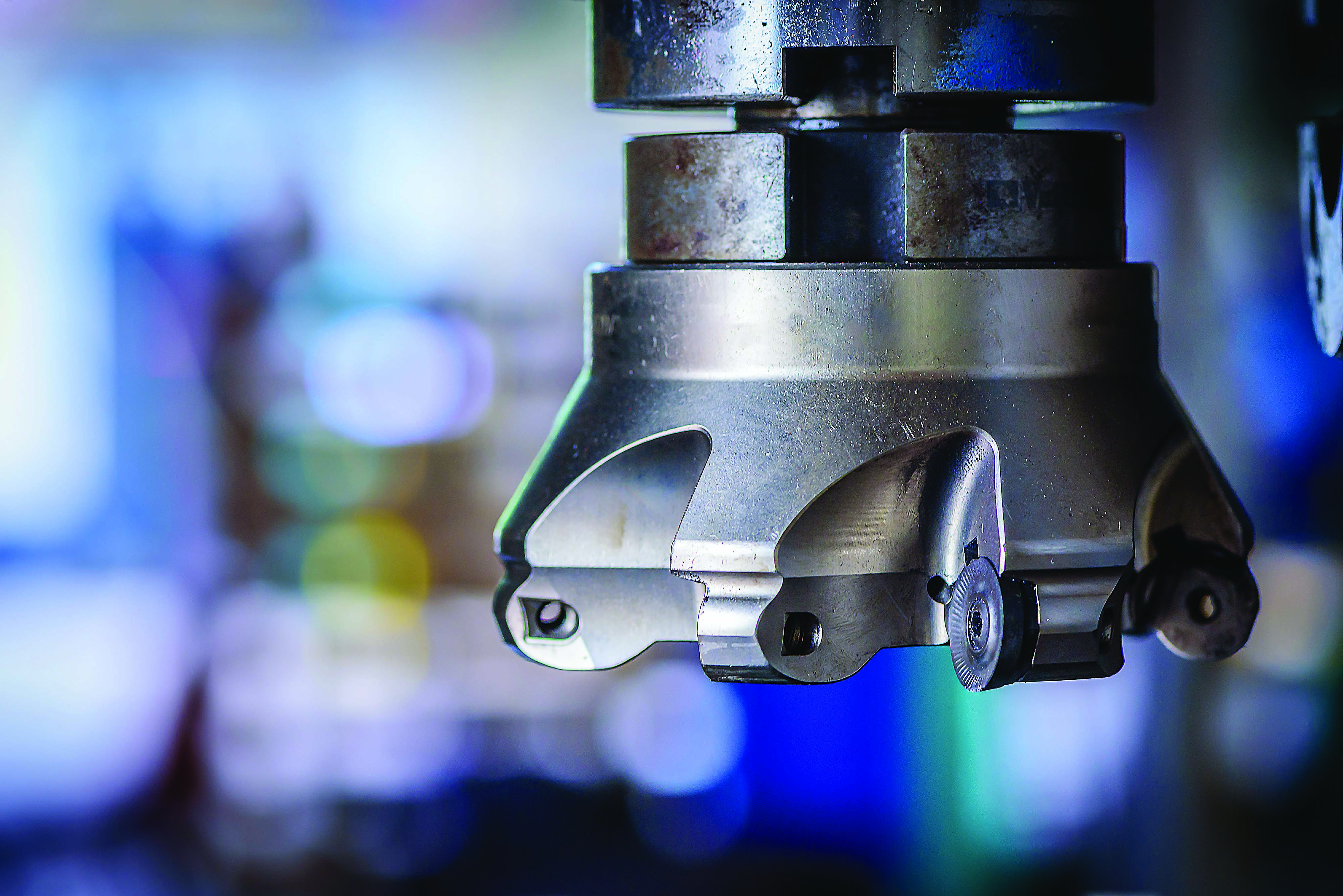
For cutters with indexable inserts, the rake angle is the inclination of an insert’s cutting face. A Cutting Tool Engineering image
“If you have a machine that doesn’t have a lot of horsepower,” he said, “we may change the axial rake to give you less cutting force so you’ll be able to use that machine in most circumstances.”
The other type of rake angle is the angle between the tooth face and cutter radius, measured in a plane perpendicular to the cutter axis. Known as the radial rake angle, this angle is important in determining cutting-edge sharpness and strength.
Rake angles also can be positive, zero or negative. A rake angle is positive when the sum of the tool’s wedge angle and the clearance angle between the insert and workpiece surfaces is less than 90 degrees. Positive rake angles make tools sharper and more pointed, which reduces their strength. Positive angles also lower cutting forces and power requirements.
When the sum of the tool’s clearance and wedge angles is exactly 90 degrees, the rake angle is zero. And it’s negative when the sum of those angles is greater than 90 degrees. Negative rake angles blunt tools and give them a stronger cutting edge than tools with positive rake angles. In addition, negative rake angles increase the cutting force and the power required for a cut. They also can increase friction, resulting in higher cutting temperatures, and improve surface finish.
Design Combos
Common cutter designs for facemilling use different combinations of positive and negative rake angles. As the name suggests, a double-negative milling cutter has a negative axial and negative radial rake angle. This arrangement makes a cutter very rigid and maximizes insert strength, said Bryan Stusak, national milling product manager at Iscar Metals Inc. in Arlington, Texas. Typically, he said, it also allows more inserts to be placed around the periphery of a cutter than other designs.
In addition, the double-negative design allows heavy feed rates and the most indexes because it accommodates double-sided inserts, said Josef Fellner, global product manager for indexable milling at Pittsburgh-based Kennametal Inc. He said this design is the best bet for shops looking for high metal removal rates and a good choice for facemilling ceramics, cast iron and high-temperature alloys.
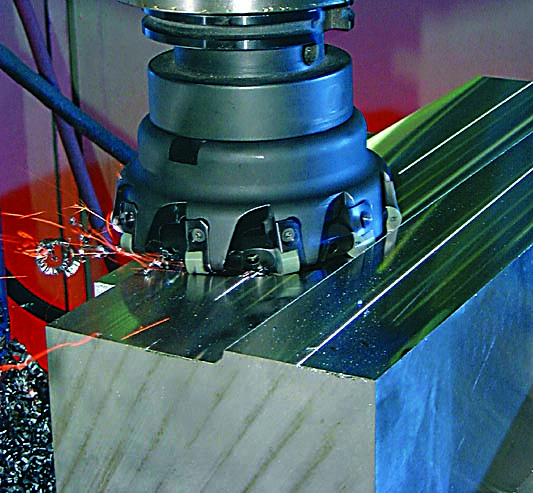
A facemill cuts with a negative axial rake angle. Image courtesy of Greenleaf
On the downside, Stusak pointed out that the double-negative design directs chips toward the workpiece and sometimes creates a burr. The design also subjects the workpiece, inserts and machine spindle to high cutting forces.
He believes that this rake angle configuration is better suited for older, more powerful machines with high metal removal rates than the machines commonly found at shops today.
“I don’t see the double negative very much anymore because it requires a lot of horsepower, and most machines now are lighter-duty machines,” Stusak said.
Another option for facemilling is a cutter with a double-positive design — that is, positive axial and radial rake angles. He said this arrangement allows freer cutting, which reduces cutting forces and lowers horsepower consumption. In addition, the double-positive design directs chips away from the workpiece.
On the other hand, Stusak said, double-positive inserts tend to be single-sided, and the cutting edges are weaker than their double-negative counterparts. He said double-positive cutters tend to pull on the workpiece and actually can lift it if it’s not fixtured properly.
Iscar Metals’ customers in the aerospace industry “use the double positive every day and twice on Sunday,” he said, adding that the double-positive design is the best for nonferrous and difficult-to-machine materials.
Peters recommends double-positive cutters for facemilling steel and aluminum alloys while Fellner said these cutters commonly are used for soft, gummy materials and lower-rigidity setups.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

