Multitask lathes edge in on machining centers
Like their 5-axis machining center cousins, 5-axis multitask lathes are breaking the traditional part-processing rules and taking manufacturers in bold new directions.
Five-axis machining centers are all the rage these days. Whether used for 3+2 work or 5-axis simultaneous machining, they reduce work in process, improve part quality and enhance flexibility. These machines are so capable that some people in the industry predict that the traditional 3-axis machining centers on which many shops built their businesses will one day be as obsolete as paper tape.
Yet there’s more than one way to skin the 5-axis cat: Multitask lathes are able to mill, drill, turn, hob and more, often completing parts in a single setup. Because of these diverse abilities, many shops are re-evaluating their CNC machine tool selection in favor of these supermachines and benefiting greatly because of it. Like their 5-axis machining center cousins, 5-axis multitask lathes are breaking the traditional part-processing rules and taking manufacturers in bold new directions.
Maybe You Can, But Should You?
Suppose your company just bought an Okuma Multus, a Mazak Integrex, a DMG Mori CTX lathe or a similar do-everything-in-one-operation multitask machining center. Provided that the workpiece fits into the work envelope, these high-end mill-turn CNC machines are perfectly capable of milling the complex, free-form part features frequently found on aerospace and medical components that are typically reserved for 5-axis machining centers. They’re also darn good at 3+2 milling, able to machine complex valve bodies and similar parts without secondary processing. The decision, however, is whether what remains a lathe at heart is the best place to process such work.
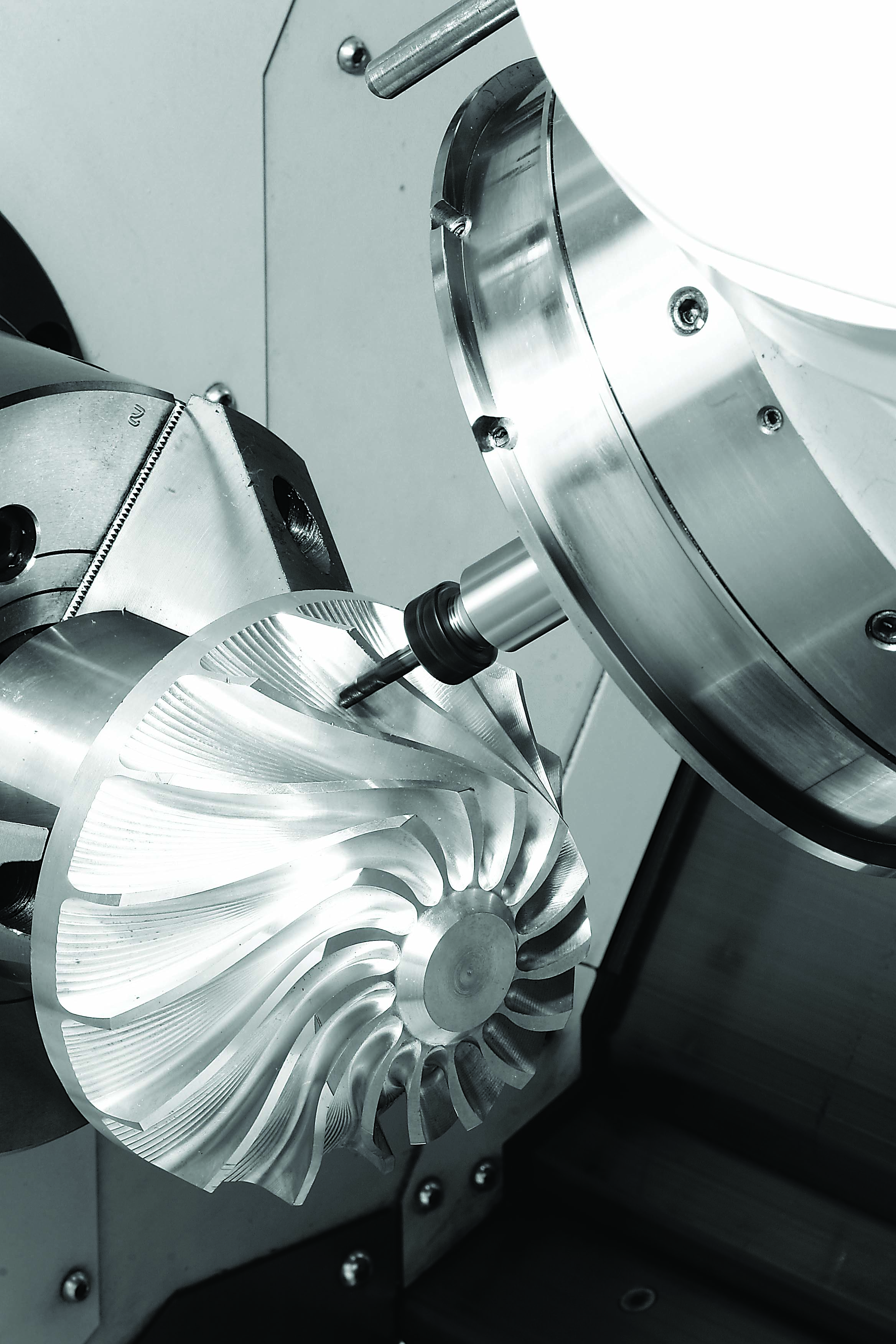
An impeller is machined on an Intergrex multitasker. Image courtesy of Mazak
Chuck Birkle offered a conditional yes. The vice president of sales and marketing at Florence, Ky.-based Mazak Corp. listed a number of applications in which traditional 5-axis machined parts are often more suitable for a multitask lathe than they are for the milling department. These include blades and blisks, propellers, orthopedic components such as knee implants, pump bodies and other “roundish” parts, as well as a few that most people would never guess came off a lathe despite its milling capabilities.
“We worked with a major aircraft manufacturer that was making an aluminum steering component,” he said. “The part looks a lot like a turkey wishbone. They were previously producing them on their machining center but were tired of buying and maintaining multiple fixtures and then having to modify them whenever an engineering change came along. So they put it on an Integrex. They now use round aluminum bar stock, remove a very high percentage of the raw material, then snap the completed part off the base and deburr the bottom. Their fixturing is a 3-jaw chuck, and there’s just one operation.”
Birkle ticked off a number of other parts for which his customers saw significant improvements. One customer reduced lead times on a series of parts for aircraft landing gear from weeks to hours. A pump manufacturer slashed from five to one the number of setups needed to complete a valve body the size of a dinner table. And because multitask machines improve part quality, a leading heavy-equipment engine producer greatly reduced downstream grinding time.
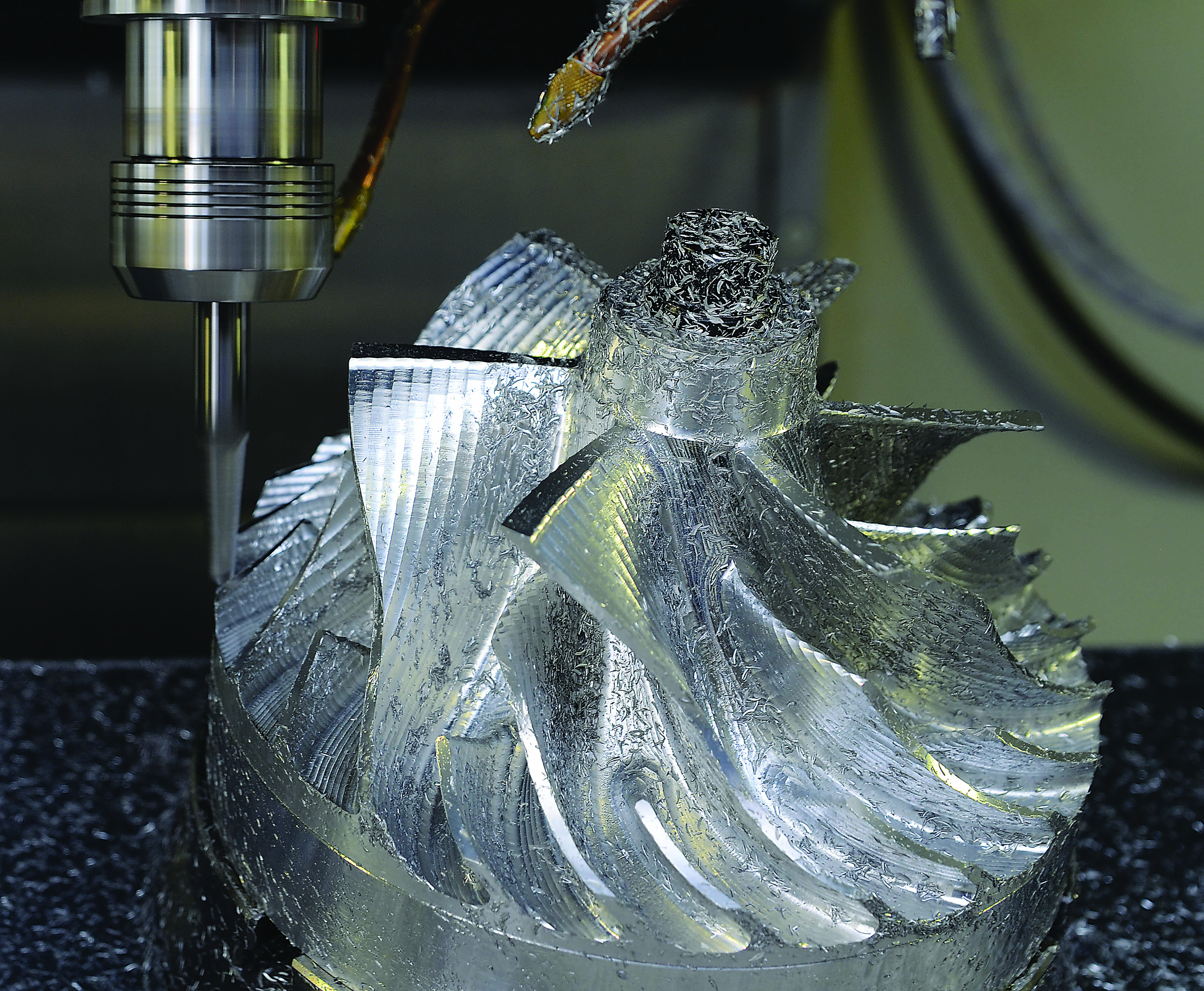
An example of the many parts produced on 5-axis machining centers that would be equally at home on a multitask lathe. Image courtesy of CNC Software
Granted, these parts aren’t all 5-axis milling candidates. The fact remains that shops of all sizes are often finding multitask lathes to be a viable alternative to 5-axis machining centers. Birkle listed points that shop management should ask itself before investing in the next machine tool:
- Do we like to be paid morefrequently?
- If scrap occurs, isn’t it better to have scrap on the first (and possibly only) operation?
- Do parts travel long distances across the shop floor?
- Are fixture costs killing profits?
- Are specified geometric tolerances difficult to achieve?
- Do we have high amounts of work in process and inventory?
If the answer to any or all of these is yes, a 5-axis mill-turn machine might be for you. “If I was on a
desert island and could pick just one machine to make the parts needed to get off that island, I would choose an Integrex,” Birkle said. “There’s nothing it can’t machine.”
Escaping the Island
David Fischer might not agree on the brand of machine, but he would certainly take the same approach as Birkle for getting off the island. A lathe product specialist at Okuma America Corp., Charlotte, N.C., Fischer said 5-axis machining on a multitask lathe offers greater flexibility than a 5-axis machining center.
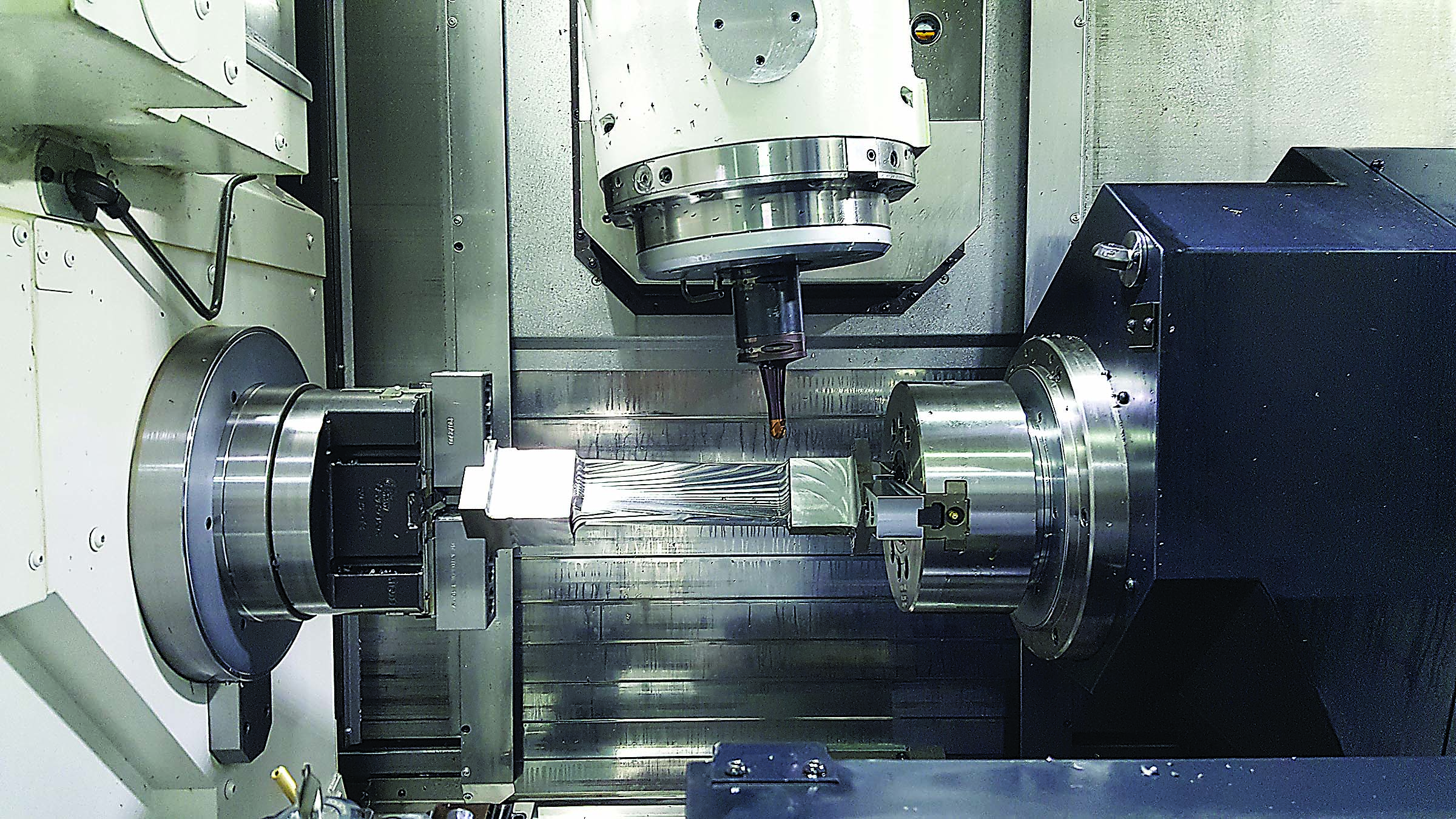
Thanks to their ability to support both ends of long workpieces, multitask lathes are commonly used to machine turbine blades and other rotor components. Image courtesy of Okuma America
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion