With MQL, the advantages are clear
Minimum quantity lubricationimproves productivity and tool life.
Minimum quantity lubrication offers a clear advantage compared with conventional metalworking fluids. Oil quantity, volumetric flow rate and pressure of the MQL aerosol may be taken directly into account in the digital process chain. Furthermore, the optimal combination of MQL oil and tooling increases productivity and lengthens tool life.
To be sure, metalworking fluids and MQL are complex issues. Regardless of the method used, the basic objectives of the metalcutting industry are high process reliability and high productivity. In addition to the economic ramifications, ecological aspects play an increasingly important role, offering potential savings in energy and other resources.

Figure 1. Good spraying behavior for an MQL system.
All metalworking fluid-related lubrication approaches, including MQL, have a common characteristic: continuous targeted feeding of fluid into the cutting zone. The fluid must be delivered accurately onto the rake angle and flank face of the cutting tool to deliver optimal results, which can best be achieved by means of an internal metalworking fluid supply.
MQL Processes and Advantages
MQL creates an aerosol composed of an oil-air mixture that forms a protective film, which reduces friction and tool wear. The cutting tool is cooled by forced convection via compressed air, wet surfaces and evaporation enthalpy.
Processes such as high-speed cutting or high-feed machining are fundamental prerequisites for cutting successfully with MQL. An MQL-optimized cutting process requires smaller, constant wrap angles to reduce the total heat input into the tool.
Compared with wet machining, MQL is more flexible because smaller amounts of fluid are applied. However, due to this reduction of fluid, it is imperative to pay close attention to the continuous targeted feeding of the cutting tool with the MQL aerosol. Low energy consumption and cleanliness of the parts and chips, as well as effective material compatibility, are further advantages of this method.
MQL and modern MQL systems can be integrated into the digital process chain more easily and quickly than conventional metalworking fluids. Regular measurement of the various parameters—such as concentration and pH value—becomes unnecessary. MQL normally involves using neat oil; therefore, detecting impurities and particle sizes poses few problems.
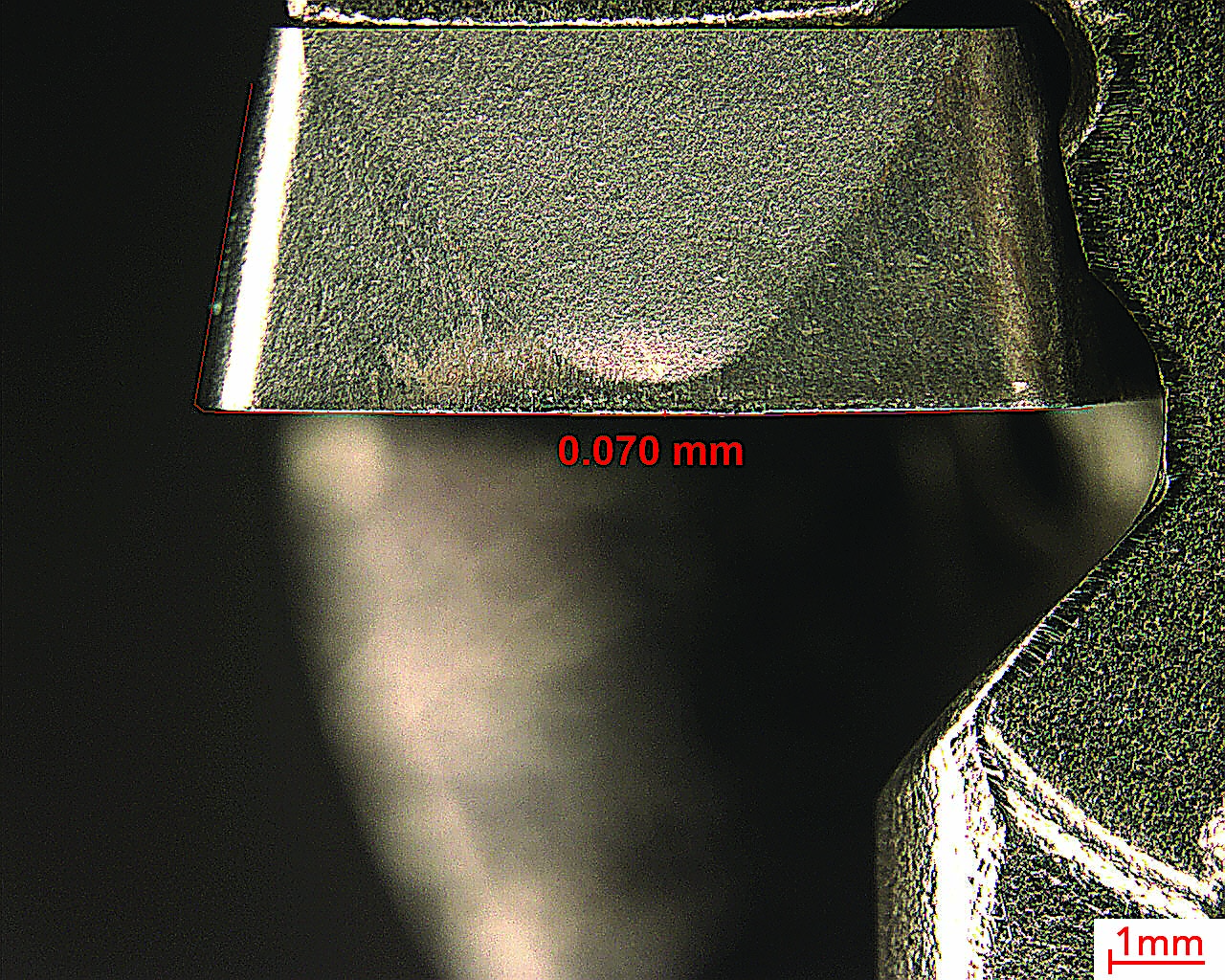
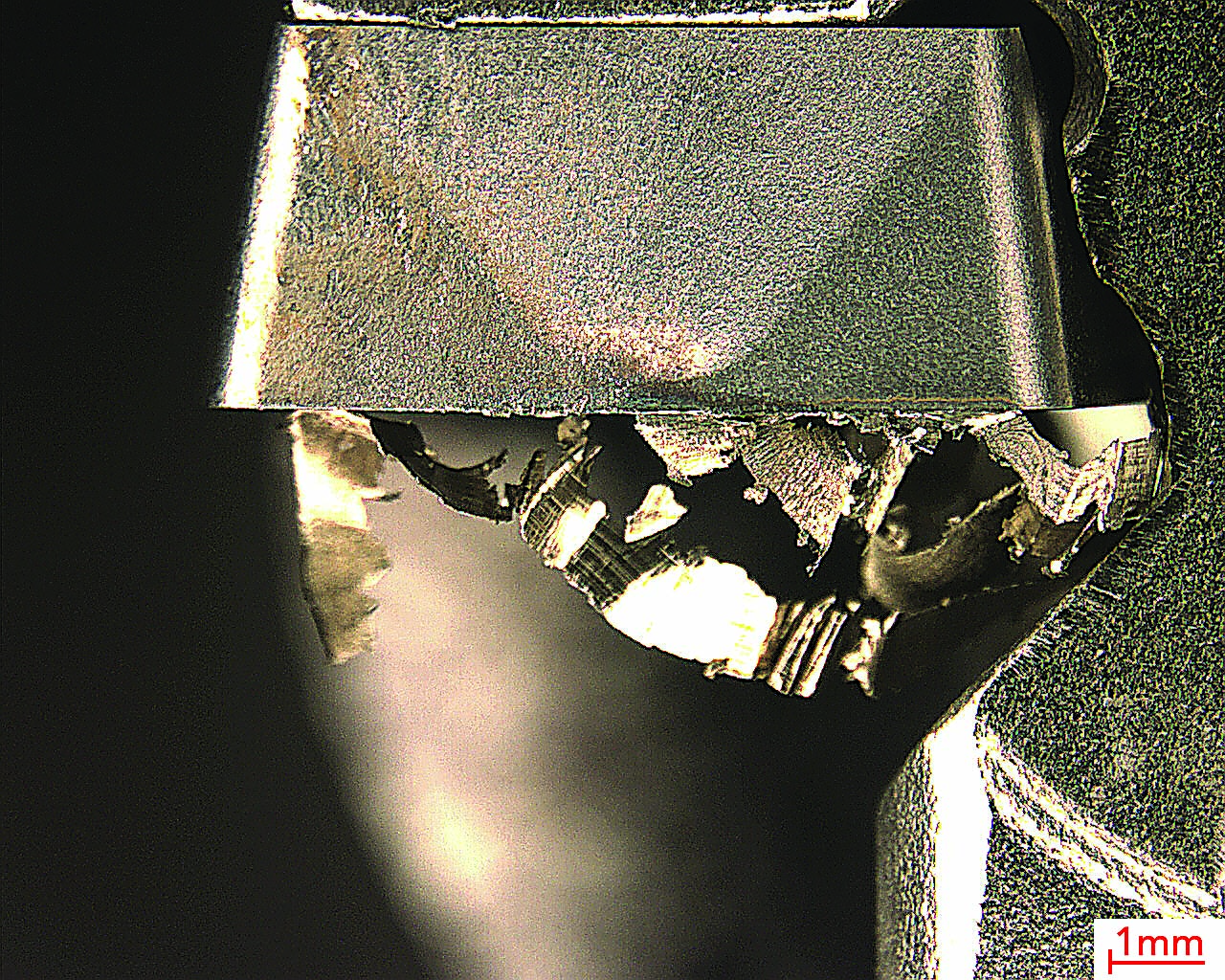
Figure 2. MQL effectively prevents built-up edge (this page) compared with dry machining.
In the course of MQL machining, the amount of both the oil fed and the compressed air used (volumetric flow and pressure) is recorded in MQL systems. This data can be linked directly to the product and process data in the digital process chain. Thus, at the desired time, all essential process variables—from the cutting tool and machine tool to the feed, speed and lubricant supply—can be monitored.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


