Modular Moneymakers
Modular Moneymakers
Modular toolholding systems save shops money in several ways, according to this article. By making it possible to use the same tools on several machines, for example, a modular toolholding system can allow a shop to reduce its tool inventory. This article explains many other savings in addition to tool inventory reduction.
If you're burning up your calculator trying to figure out how you can afford a new mill, you're not alone. Our increasingly healthy economy has left many shops inadequately equipped to keep up with their expanding workloads. Conventional wisdom says that anytime the metalworking industry is working at more then 82% of capacity, equipment procurement really picks up, and demand has certainly pushed many shops beyond this threshold, according to most reports. This has sent shop owners and managers in droves to their local machine tool dealers.
But when these potential buyers take a look at the price tags on these new machines, they may have second thoughts about making a purchase. New CNC mills cost 50% to 100% more than the machines these shop owners may have bought during the last big buying cycle. Sure, manufacturers are building machines that are faster, smarter, and better able to cope with smaller lot sizes. But make no mistake, these technological wonders are more expensive as well.
Once a shop owner bites the bullet and buys a new machine tool, he becomes committed to its continued use. The machine represents a fixed cost, not a variable cost like labor. In other words, the shop owner can't save money by laying off his $500,000 CNC mill during downtime. The only way the shop will see a return on its investment is if it keeps the machine running and producing parts.
A shop can increase its uptime and improve its chances of turning a profit if it picks the right toolholding system to use with its expensive new mill. This may seem too obvious to mention. Yet, when you look at how most new machines are evaluated and justified, clearly this "obvious" truth is frequently overlooked. All too often, purchasers treat the choice of toolholding for their new machines as an afterthought. In their economic justifications for new mills, many simply tack on an extra 10% to cover tooling costs. These buyers assume a conventional toolholding system will be used and put off the selection of a specific system until later.
Once the machine is up and running, there's less incentive for the shop to invest in further improvements. More than one tool engineer or production manager has had his request for an advanced toolholding system turned down, because the shop couldn't afford an additional expense on top of its machine tool purchase or because the company didn't need additional capacity beyond what the new machine had just provided.
The solution is to consider the machine and its toolholding system as a complete package. The choice of a toolholding system will affect the productive capacity, and therefore the financial performance, of that new machine, so it must be factored into the machine-selection process. Those making the buying decisions should consult their tool engineers and production managers before any machine tool purchase is finalized to find out what toolholding system will best satisfy the shop's needs. Who knows? Maybe with the right toolholding, the shop won't have to buy a top-of-the-line, fully loaded mill to meet its commitments.
As buyers weigh the costs and benefits of various toolholding systems, they are likely to discover that modular systems have the greatest positive impact. On CNC milling machines, modular toolholding will almost certainly cut tooling-inventory costs by 25% over the life of the machine. And milling throughput will likely improve as well.
What Makes It Modular?
A modular toolholding system consists of two components: the back end, or clamping unit, which is mounted in the machine's spindle or turret, and the front end, or cutting unit, which holds the cutting edge. The two parts mate quickly and precisely to form a very rigid toolholding structure. The shape of the mating sections is identical on all front-end and back-end units in a toolholding system. This allows the user to install any cutting unit on any clamping unit; the machine's original spindle taper or toolholding configuration no longer matters. It also allows the machine tool to accommodate a wide variety of tools. Some systems offer more than 1000 components for a range of rotating- and stationary-tool applications. One system is equally effective for turning, milling, and drilling, regardless of the machining operation or type of machine.
Although the terms "modular" and "quick-change" often are used interchangeably, the two concepts should not be confused. All quick-change toolholding is modular, but not all modular toolholding systems feature clamping mechanisms that permit tools to be swapped swiftly. With almost all new modular systems, a user can change tools and be making chips again in 30 seconds, but with systems that lack a quick-change mechanism, the same procedure may take 60 to 90 seconds.
But even modular toolholders that don't qualify as quick-change systems offer significant benefits. Modularity means all tool components are interchangeable. A user can combine these building blocks to create the tool he needs. And when a new need arises, he can quickly disassemble the tool to build a new one using a different combination of parts. Interchangeability also permits the same set of tools to serve a variety of machines.
Modular toolholding systems are built to exacting tolerances to ensure that the front end holds the cutting edge in precisely the same position every time it is mated with a back end. Most newer systems offer repeatability in the 0.000078" range, qualifying them for the vast majority of milling and turning work. With repeatability ensured, tools no longer need to be set up on the machine. Toolroom personnel or machine tool operators can set up tools at stations equipped with back-end units, knowing that the tool will be positioned the same when it is moved to the machine. Taking the setup procedures offline eliminates all production delays for edge changes, on-machine test cuts, and tool offsetting.
Modular toolholding is not new. But older systems did not have the performance characteristics to qualify them as across-the-board substitutes for standard toolholding. Their lack of strength hampered cutting rates, and their lack of repeatable accuracy limited them to wide-tolerance work. Users no longer have to make such compromises to enjoy the advantages of modular toolholding. Some systems offer the strength and rigidity to take full-speed cutting loads. And with their repeatability, today's modular systems can machine parts to the same close tolerances solid tooling can.

Figure 1: The polygonal shafts and mating openings of this modular toolholding system provide rigidity and positioning accuracy rivaling solid tools.
These improved systems feature re-engineered mating surfaces that help the connected components perform as one solid tool. In one system, for instance, the clamping mechanism is based on a tapered polygon (Figure 1), which provides a full-face contact area and 80% surface contact for the transmission of torque and cutting forces. This makes for a much stronger support for the cutting edge than do setscrew or keyslot clamping arrangements, which offer small contact areas. Users of this system can connect or disconnect components with a half-turn of an allen wrench. Once the mating parts are locked, the system is capable of 0.000079" positioning repeatability.
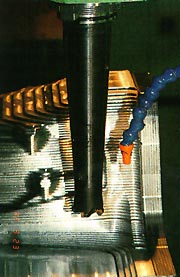
Figure 2: Today's modular toolholding systems are designed to handle even challenging milling operations such as the machining of this die. The round-insert cutter is mounted on a damped milling adapter to reduce vibrations in the exceptionally long tool.
The improvements that toolholding manufacturers have introduced make it possible to create tools with long overhangs by stacking extensions (Figure 2). In older systems the cumulative instability of the connections would have led to inaccurate cuts and broken inserts. But with modern modular toolholders and cutters, such extension arrangements are actually more rigid and free of vibration than conventional solid tooling, because each of the components in the modular tool assembly has its own fundamental vibration frequency. These competing frequencies interfere with the harmonic vibrations that lead to chatter.
Documented Savings
Manufacturers' case files reveal a number of ways shops have increased production and saved money using modular systems on their CNC mills. For example, one heavy-equipment manufacturer saved 35% in tooling costs over the life of a mill by standardizing on modular toolholding at the time the machine was installed. Most of these savings were in tool-replacement costs. The user found it much simpler and cheaper to replace modular components than to replace conventional toolholders. The user's conventional toolholders were one-piece units in which the cutter and shaft were combined. When a segment of one of these toolholders wore out or broke, the user typically had to buy an entire unit to replace it. But when a component of the user's modular system wore out or broke, the user only had to replace that component to be up and running again. Because modular components are less specialized than conventional tools, the user was more likely to have the needed part in stock. Over the life of a mill, this heavy-equipment manufacturer would typically have to purchase the equivalent of two full sets of conventional toolholders to cover wear and breakage. But with this modular toolholding system, only an extra half set of components were needed to replace worn or broken parts. The user had to pay an extra $15,000 for modular toolholders and cutters, but the lower replacement costs netted the manufacturer a $75,000 savings over the life of the $500,000 machine.
This was not the only way the company saved money using a modular system. The interchangeability of the system allowed the manufacturer to use the same components on other machines, reducing by 80% the number of cutter types that had to be stocked. Also, the company no longer had to invest in specials when an application called for nonstandard-length tools. A tool of the correct length could be built using the modular system's standard cutters and extensions. Additional savings were gained in labor costs because operators could set up and repair tools in less time than before.
Users also have found their throughput rising and changeover times shrinking at least to some degree after installing a modular toolholding system. For example, the heavy-equipment manufacturer saw throughput improve by about 10%, because its operators could set up tools offline while the machines were running other jobs.
For purchasers of expensive new mills, increased throughput is welcome news. A machine that can produce more parts per day pays for itself faster. Take the example of one small job shop that serves a variety of markets. This shop commonly faced up to five changeovers per day using conventional toolholders and cutters on its CNC milling centers. When the shop bought a new mill, it also invested $30,000 in a modular toolholding system and retrofitted all its old mills with the system's clamping units. As a result, job-to-job changeover times dropped by 75%. These gains in machine uptime enabled the shop owner to earn back his investment for the new machine six months sooner.
The total increase in throughput a shop will experience using a modular toolholding system will vary depending on the number of tool changes a shop requires. Shops that install the system on a number of machines or shops that change jobs and tooling frequently will probably see their throughput rise dramatically. Complex jobs that require frequent tool changes and jobs that call for special tools or operations that must be performed manually also will run faster with modular toolholders and cutters.
Financial Arrangements
A modular toolholding system is an investment that will require a larger outlay of cash up front than a conventional toolholding system will require. A shop purchasing a modular system for its new machines will pay between 10% and 30% more per clamping unit/cutter combination than it would for conventional tooling. But when these costs are seen as part of a shop's total investment in a new machine tool, the added expense appears minimal. It's generally accepted in the metalworking industry that the cost of conventional toolholders and cutters will equal about 10% of the total cost of the package for a new machine tool. Thus, a toolholding system that costs 30% more than a conventional system will increase the cost of the total package by only 3%. If this extra outlay results in a 30% increase in the capacity of the machine, as well as in lower tooling costs over the life of the machine, the added cost for the system seems justified.
Seeing the toolholding system as part of the total machine tool package has budget ramifications as well. Many companies that have standardized on modular toolholding for new equipment include at least part of the tooling system in their capital-investment budget, to be amortized over the life of the machine. This is a justifiable step, because the system's clamping units usually are dedicated to the machines on which they are installed and will last at least as long as the machines. It could be argued that the clamping units are actually machine components that should be depreciated with the machines.
The old adage, "You're making money only when you're making chips," was never more true than it is today. With today's big-ticket machines and increasingly capital-intensive operating environments, reducing downtime is even more vital to profitability. This is why the toolholding choices you make for your new machines are so important—and why tooling should be considered along with the new machine itself.
Coaxing the Most Out of Your System
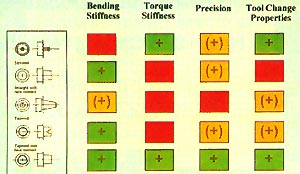
This chart rates the performance of the locking methods used by the modular toolholding systems currently on the market.By following these guidelines, users of modular toolholders and cutters can maximize their investment.
- Consider your choice of toolholders and cutters as you plan your next machine tool purchase, and consult a tooling vendor before making a buying decision. Look at what a toolholding system can do to boost your capacity and, thereby, reduce the cost and capacity of the machine you need.
- Look at ways a toolholding system can speed the return on your investment in the machine itself.
- Select your toolholding system based on the type of work for which it will be used. The strengths and weaknesses of the systems currently on the market vary, and some may suit your needs better than others.
- Consider modular toolholding. High-end systems are not limited in their application ranges. The best of today's modular toolholding systems are as strong and accurate as the best of today's conventional tooling. The table above compares the key performance features of the principal types of modular systems available today.
- If you choose to use modular toolholding, select a system that will cover your present and anticipated needs. An increasing number of shops are purchasing turn/mill machines. If such a machine is in your future, be sure your toolholding system is flexible enough to be used with both rotating and stationary tools.
- To budget for a modular system, treat at least the clamping units as part of the new machine price and amortize this cost over the life of the machine.
- Use the performance advantages of a modular toolholding system to improve the productive capacity and earning potential of your new machine. If the rigidity and accuracy of the system make it possible to cut more parts per cutting edge, for instance, you should not use this advantage simply to lower insert costs. Rather, you should use this opportunity to boost the material-removal rate by raising speeds and feeds. Push speeds and feeds until the new tool wears out as quickly as the old. Remember, tooling costs rarely represent more than 2% to 5% of the total cost of a part. Even if you double tool life, you are reducing your part cost by only 2.5% at best. You'll save much more money in the long run by producing more parts per shift and raising the machine's capacity.
About the Author
Mike Castner is product specialist, turning, for Sandvik Coromant Co., Fair Lawn, NJ.



