To achieve the quality and productivity requirements for most precision grinding, the grinding wheel must be trued and dressed prior to grinding and periodically during the grinding operation. The truing process is initially performed to correct any wheel runout, create the required profile on the wheel and condition the grinding wheel face.
During the grinding operation, it is usually necessary to dress the wheel periodically to re-establish the wheel profile and recondition the wheel face. Wheel conditioning typically involves sharpening and opening up the wheel face while also removing dull abrasives, excessive bond and workpiece material (loading).
A sharp and open wheel face allows maximum possible material-removal rates by minimizing the high grinding power and forces associated with a dull and closed wheel. On the other hand, there may be occasions when a closed and dull wheel face is required—for example, to improve the surface finish. Preparing the wheel face to the desired condition, or level of roughness, is achieved during the dressing process. The wheel face is fine-tuned by modifying the dressing parameters, including the dress speed ratio.
Truing and dressing a grinding wheel can be carried out using either stationary or rotary tools. As the names suggest, rotary dressing tools rotate and stationary tools do not. The main reason for selecting a rotary tool—aka a dressing roll—over a stationary tool is that it will greatly improve dressing tool life and form-holding capabilities. This is largely due to the greater number of active diamonds around the periphery of the roll.
Although tool life is usually the chief driving force for selecting a rotary dresser instead of a stationary device, an additional benefit is that the relative speed between the wheel and roll can be adjusted to influence the grinding process. The dress ratio is the dress roll velocity divided by the grinding wheel velocity; the ratio can be in either a positive or negative direction. This article discusses different rotary dressing methods. It will cover in more detail how the dress speed ratio can be used to manage the wheel face condition and ultimately manage the grinding process, including workpiece quality and process productivity.
Types of Rotary Dressing
There are several rotary dressing methods, including:
- Traverse profile dress
- Form roll plunge dress
- Intermittent dress
- Continuous dress
A traverse profile dress process involves the dressing tool moving across the grinding wheel at a predetermined depth of dress and dress feed rate. The wheel is dressed prior to starting the grind and periodically as needed during the grinding operation. The dressing tool will rotate in either the same direction as the grinding wheel (unidirectional) or the opposite direction of the grinding wheel (counterdirectional). The traverse dressing action can dress the wheel face straight or with a complex form. Figure 1 shows the toolpath for a concave wheel profile, and Figure 2 shows a typical traverse dressing tool.
In a form roll plunge dress process, the grinding wheel plunges into the roll with no traverse motion. The diamond dress roll is the inverse of the form required on the wheel. As with the traverse dressing, the form roll plunge method can dress the wheel face straight or with a complex form. Figure 3 shows the wheel plunging into the dress roll, creating a concave form. Figure 4 shows a dress roll with a complex form.
A form roll plunge dress process can be either an intermittent-type dress or a continuous-type dress. Using an intermittent dress cycle, after the initial dress, the wheel is dressed at periodic intervals during the grinding cycle using a form dress roll. The grinding operations remove a certain amount of material or grind a certain number of parts before dressing. For example, after 10 grinding passes on the workpiece, the wheel could be dressed to re-establish the wheel form, wheel face sharpness or both.
A continuous dress process constantly dresses the grinding wheel during the grinding cycle. This type of dressing operation is common in creep-feed processes. A major advantage of continuous dress, particularly in creep-feed applications, is that the grinding wheel stays sharp and open throughout the grind. A sharp and open wheel keeps the grinding power low and allows high removal rates without form loss or workpiece burn.
The dress speed ratio discussed in this article is not the only dressing parameter that needs to be considered when setting up or adjusting a dress cycle. Table 1 lists the key dressing parameters. All these can significantly affect the dressing and grinding process. However, only the dress speed ratio applies to all three previously described rotary dressing methods: traverse profile dress, form roll plunge dress (intermittent) and form roll plunge dress (continuous).
Dress Speed Ratio
The dress speed ratio is the relationship between the dress roll velocity (Vr) in sfm or m/sec. and the grinding wheel velocity (Vs) in sfm or m/sec. The ratio can be calculated using the following equation:
Speed ratio = Vr ÷ Vs
The ratio’s value can be either positive or negative (Figure 5). A positive value represents when the dresser rotation and the wheel rotation share the same direction at the point of contact (unidirectional). A negative value represents when the dresser and the grinding wheel have opposite directions at the point of contact (counterdirectional).
Figure 6 shows the relative wheel face roughness and the relative dressing forces as a function of the speed ratio settings. The wheel face roughness gradually increases when moving from the negative speed ratio to the positive speed ratio (right to left). Thus, a grinding wheel dressed at a positive speed ratio will be sharper and more open than a wheel dressed at a negative speed ratio.
A sharp and open wheel will grind at lower power and force, therefore allowing higher removal rates with less chance of material damage, such as burn. However, a sharp wheel will also result in a coarse workpiece surface finish. A dull and closed wheel will typically result in a fine surface finish but will grind at higher power and force, possibly resulting in burn.
Dressing forces also increase when moving from the negative speed ratio to the positive speed ratio (right to left). They are important when it comes to dressing tool life, in that high dressing forces reduce dresser life. Therefore, in situations where dresser roll life is an issue, negative speed ratios are utilized.
As the speed ratio approaches +1, the wheel sharpness and dressing forces increase dramatically (Figure 6). At +1, the wheel and roll are running in the same direction and at the same speed (velocity), literally crushing the wheel face. This is known as the crush speed. As the crush speed is approached, the dressing action will change from shear forces and attritious grain wear to high compressive force and the crushing of the grain and bond. These high compressive forces can result in damage to the abrasive grain and wheel bond.
Dressing at or close to the crush speed requires the grinding machine and dressing system to have good dynamic and static stiffness; this stiffness prevents vibration and deflection while dressing. Also, the dresser motor must have enough torque to avoid stalling or a change in the rotational speed (increase or decrease) during dressing. Excessive forces during dressing can lead to chatter on the grinding wheel face, as well as poor roll life and dressing unit life. For all these reasons, operating above a +0.8 dress speed ratio is generally not recommended. The range typically recommended for conventional abrasive vitrified wheels is from +0.2 to +0.8.
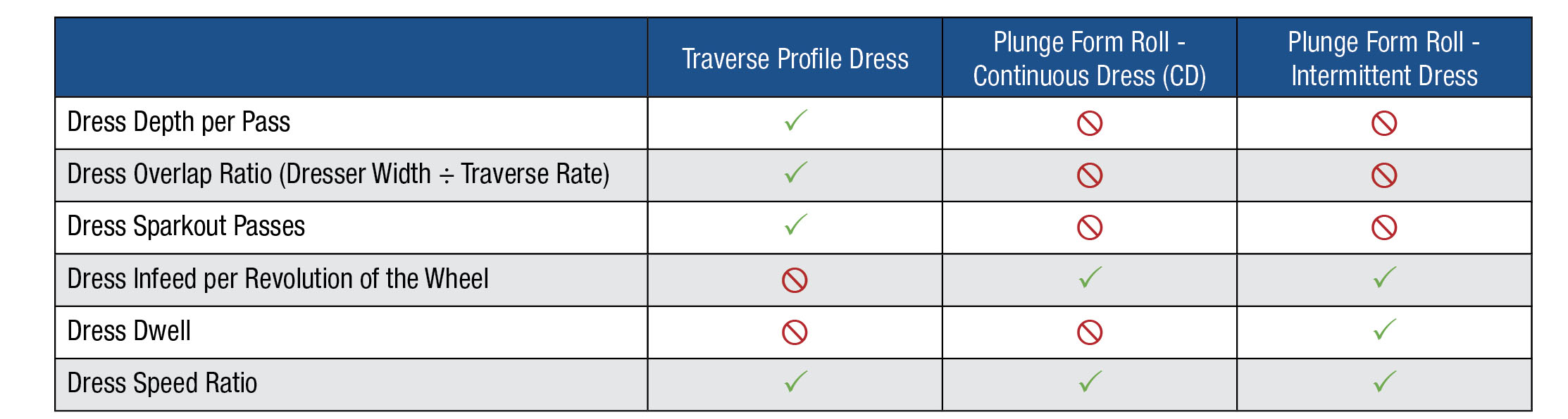
Table 1: Key dressing parameters.
Table 2 shows the relative impact the dress speed ratio can have on the dressing and grinding process outputs. When the dressing force and power increase, the grinding forces and power decrease and the surface finish becomes rougher. This is a result of the wheel face being sharper and more open. Lower dressing forces and power will result in the grinding power and force being higher and an improved surface finish quality. This is a result of the wheel face being duller and less open. The case study that follows provides an example of using the dress speed ratio to alter the sharpness and openness of the wheel to directly influence the grinding power, grinding force and workpiece surface finish.
Table 3 shows the recommended speed ratios for various grinding wheel specifications. To help improve dressing tool life, hard wheel specifications, like diamond vitrified and metal-bond wheels, are typically dressed at a negative speed ratio where the dressing forces are lowest. These are general guidelines, so please contact your dressing tool supplier for the dress speed ratio appropriate for a particular process.
Case Study
This grinding case study evaluated the dress speed ratio and its effect on grinding power, grinding force and workpiece surface finish. The dressing process was an intermittent plunge dress using a form roll.
Several test grinds were carried out where the wheel was dressed and then the workpiece was ground. Each time, everything was kept the same with the exception of changing only the dress speed ratio. The range of speed ratios tested was from +0.9 to -0.9.
Figures 7 and 8 show that moving from +0.9 to -0.9 increased the grinding power from 4 hp to 7.5 hp and increased the grinding force from 100 pound-force to 140 pound-force. This finding indicates that the grinding wheel face is duller when dressed in a negative mode (counterdirectional) compared with a positive mode (unidirectional). This finding is also evident in Figure 9, which shows that the workpiece surface finish improves when moving from positive to negative, resulting in the finish going from 38 µin. Ra to as fine as 25 µin. Ra. Once again, the wheel appears to be duller when dressed in a negative mode (counterdirectional) compared with a positive mode (unidirectional). Table 4 shows the test conditions.
Selecting the correct dress speed ratio can significantly influence the technical and economic outcomes of a grinding operation. By modifying the relative speed between the wheel and dress roll, it is possible to improve the quality of the workpiece being ground and increase the removal rates to boost productivity.
The dress speed ratio can also be adjusted to help avoid grinding process issues, which include workpiece material burn, workpiece chatter and poor dresser life. Therefore, a solid understanding of the effects of the dress speed ratio on the grinding process is essential to truly optimize a new or existing grinding process.
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding machine
grinding machine
Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpiece surfaces. When ultrasmooth surfaces and finishes on the order of microns are required, lapping and honing machines (precision grinders that run abrasives with extremely fine, uniform grits) are used. In its “finishing” role, the grinder is perhaps the most widely used machine tool. Various styles are available: bench and pedestal grinders for sharpening lathe bits and drills; surface grinders for producing square, parallel, smooth and accurate parts; cylindrical and centerless grinders; center-hole grinders; form grinders; facemill and endmill grinders; gear-cutting grinders; jig grinders; abrasive belt (backstand, swing-frame, belt-roll) grinders; tool and cutter grinders for sharpening and resharpening cutting tools; carbide grinders; hand-held die grinders; and abrasive cutoff saws.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- stiffness
stiffness
1. Ability of a material or part to resist elastic deflection. 2. The rate of stress with respect to strain; the greater the stress required to produce a given strain, the stiffer the material is said to be. See dynamic stiffness; static stiffness.
- toolpath( cutter path)
toolpath( cutter path)
2-D or 3-D path generated by program code or a CAM system and followed by tool when machining a part.
- truing
truing
Using a diamond or other dressing tool to ensure that a grinding wheel is round and concentric and will not vibrate at required speeds. Weights also are used to balance the wheel. Also performed to impart a contour to the wheel’s face. See dressing.
Author

John Hagan is senior application engineer with Norton | Saint-Gobain, 9 Goddard Road, Northboro, Mass., 01532. He may be reached via email at [email protected].