When Joe Mazzenga got his start in the cutting tool business in 1975, his employer only made taps from poured HSS tool blanks. The company did, however, experiment with sintered powder metal.
PM “was just coming out at that time, but it was not used anywhere near the extent that it is today because of the technological limitations of the time,” said Mazzenga, who is now the president of J.M. Sales-USA, Troy, Mich.
The PM process results in a tool substrate that consists of finer, more consistent particles. This yields a stronger, longer-lasting cutting edge. It also lets tool manufacturers specify an alloy content tailored for a specific workpiece material.

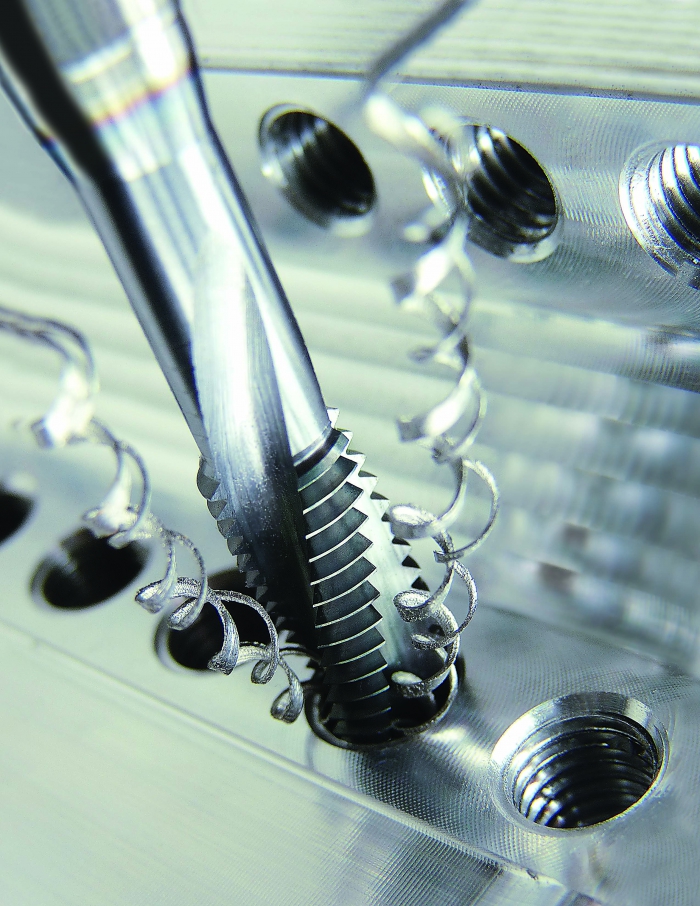
Image courtesy of Wilhelm Becker GmbH & Co. KG.
Like Mazzenga, Raymond E. Moring also has witnessed an evolution in taps since entering the cutting tool industry in 1973. A technical sales marketing specialist at Greenfield Industries Inc., Seneca, S.C., Moring thinks taps, to some degree, always have been designed for specific applications. He added that the practice has become more prominent as more specialized workpiece materials, including exotics and superalloys, have been developed that require threading.
“You had to change some characteristics of the tool,” Moring said.
He cited the aerospace industry as the main driver of change from the ’70s to today.
“The materials were made tougher, more heat-resistant and to last longer,” he said. “You had to machine them differently.”
Moring pointed out that the medical industry has not been far behind aerospace in its influence.
“Twenty or 30 years ago, you didn’t have the proliferation of materials that could be put into the body for medical implants, like titanium or some kind of chromium-cobalt material,” he said. “You have to change the chemistry of the metal so it can stay in the body and last a long time, and that doesn’t always help machining characteristics.”
When Emuge Corp., West Boylston, Mass., entered the North American market in the 1980s, the aerospace industry was, and remains, a strong manufacturing sector in New England.
“Aerospace manufacturers were starting to use Inconels and titanium in their parts,” said Emuge Product Director Mark Hatch. “Those materials were newer generation at the time, resulting in significant learning curves” for tool users and manufacturers.
Emuge offers the Rekord D-TI tap, a blind-hole tap for threading titanium alloys. Image courtesy of Emuge.
He said tap breakage is of high concern for all industries and certainly for aerospace.
“They’re making high-cost, safety-critical components,” Hatch said. “By the time they get to the tapping operation, which is one of the last processes for some of these parts, tens of thousands of dollars could be at risk from a broken thread. A broken tap, a nonconforming thread that’s not gaging correctly or rough, torn threads are some of the problems you can encounter.”
More Materials, More Taps
J.M. Sales-USA has sold Hahnreiter taps from Germany in the U.S. and Canada for the past 8 years, and the tap maker frequently tweaks its product line for specific applications.
For instance, it recently released the Spiralo 48 TS TiN tap, which is designed to promote chip evacuation when tapping deep, blind holes in long-chipping materials. According to Hahnreiter, the flute geometry prevents the formation of “bird nests”—the stringy chips that wrap around the tool shank and must be manually removed.
Materials are increasingly diversifying, and suppliers of taps are following suit, Mazzenga said.
“I see more and more of what I never had to deal with long ago: the tougher stainless steels, such as austenitic stainless, and the high-temperature alloys, such as the Inconels and Hastelloys, and titanium,” he said. “Austenitic, for example, is tough to machine yet stringy at the same time. Hahnreiter developed the Nirofix 48 STY/WC tap just for that in blind holes.”
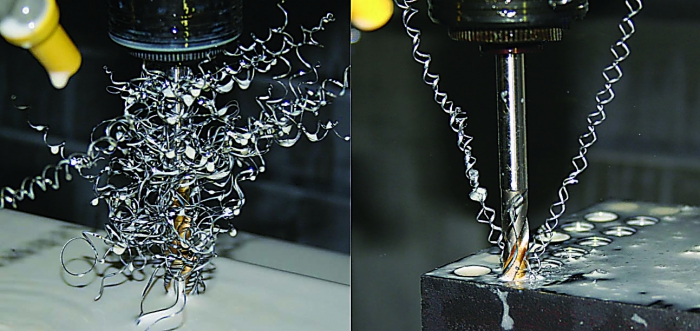
Hahnreiter provides the Spiralo 48 TS TiN tap, which is designed to allow proper chip evacuation for deep, blind holes in long-chipping material. According to the company, the flute geometry avoids the buildup of “bird nests.” Image courtesy of Wilhelm Becker GmbH & Co. KG.
Mazzenga said the tap has a special multilayer coating to help resist heat and wear and that the addition of tungsten carbide to the surface provides excellent gliding performance so that hot chips do not stick to the tool.
Nachi America Inc., Greenwood, Ind., has introduced several material-specific taps in the past year, including the Hyper Z SUS tap for threading stainless steel. The tap goes through a hardening process that strengthens the surface to extend its life, according to the company.
“Competitors’ taps for stainless steel may be able to run faster,” said Nick Lieffers, a cutting tool engineer at Nachi, “but we can give customers longer tool life for a cheaper cost while having high-quality results.”
Despite the increase in specialization, the top-selling tap at OSG USA Inc., Irving, Texas, remains its “Do It All” Hy-Pro tap. Although the company sells taps that are much more specialized, as well as a more general-purpose tap not designed for production work, the Hy-Pro tap serves as a bridge between general and specialized.
“It can handle a wide range of stuff,” said OSG Applications Engineer Alec Janson, “and that’s a good option. We get so much business from that set of taps because people are looking for something that will work on many materials but isn’t superhigh-end.”
Emuge’s MultiTap fills a similar role. Hatch said it’s recommended for job shops and manufacturers that thread short and medium runs of parts across a wide spectrum of materials. He said every industry has unique challenges for tapping, such as automotive with its high-volume production and predictable processes.
“Automotive requirements are entirely different from aerospace and the oil industry,” Hatch said. “Automotive manufacturers are sweating seconds and need high-speed turnaround and minimal tap breakage. They need to run at warp speed and produce high-quality parts.”
Generally Speaking
Mazzenga said although general-purpose taps always will have a market, specialization is how manufacturers make money.
And it’s how manufacturers differentiate themselves, he said, adding, “As more and more types of material need to be machined, shops have to be willing to take on the more difficult jobs that they didn’t have to do in the past. You don’t want to walk away from those jobs if you can help it.”
Moring agreed, saying tap life and material machinability are the determining factors.
“If I’m getting by, but then all of a sudden I get a job with an advanced material, then the general-purpose tap won’t cut it or won’t work correctly,” he said.
“A job shop never knows what is coming through the door, from steel to brass to high-temperature alloys,” said Lieffers, who nonetheless stressed the value of Nachi America’s VTP line of lower-cost, general-purpose taps. “There will always be the cost-conscious customer and someone who just needs a versatile tool, so general-purpose taps will be part of any cutting tools lineup.”
Janson said it all comes down to tool life and speed. “Everyone wants to go as quickly as they can and still get the best results possible,” he said.
Evolution on Tap
Mazzenga expects continued, incremental improvements to taps to enhance the machinability of certain materials.
“It’s not just one area,” he said. “It’s the materials, geometries, coolant and feed capabilities of the machines.”
Hatch concurred and said the bigger technological gains of 15 to 20 years ago have given way to smaller enhancements, with the most notable being coatings.
“Surface treatments are constantly evolving,” Moring said. “The coatings people are always developing new recipes that are deposited on the cutting tools. You want coatings that resist abrasion and heat and lower the coefficient of friction, and you keep evolving them.”
The recent rise of through-coolant taps will continue as CNC machines improve, Lieffers said. Machine development also may drive more use of carbide taps.
“They’re not extremely common because there is so much pressure when tapping,” he said. “The carbide is brittle and can break off. But if you have an extremely rigid setup, you can use a carbide tap.”
He said, in time, highly rigid machines may become more affordable. “If that happens,” Lieffers said, “then you’ll have smaller shops that will have higher-quality machines that can handle carbide taps, which will lead to the rise of carbide taps.”
If that change occurs, Janson envisions fewer applications for other tap substrate materials, such as HSS, but those materials will never disappear.
Contact Details

Contact Details

Contact Details
Contact Details
Contact Details

Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- blind-hole
blind-hole
Hole or cavity cut in a solid shape that does not connect with other holes or exit through the workpiece.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- hardening
hardening
Process of increasing the surface hardness of a part. It is accomplished by heating a piece of steel to a temperature within or above its critical range and then cooling (or quenching) it rapidly. In any heat-treatment operation, the rate of heating is important. Heat flows from the exterior to the interior of steel at a definite rate. If the steel is heated too quickly, the outside becomes hotter than the inside and the desired uniform structure cannot be obtained. If a piece is irregular in shape, a slow heating rate is essential to prevent warping and cracking. The heavier the section, the longer the heating time must be to achieve uniform results. Even after the correct temperature has been reached, the piece should be held at the temperature for a sufficient period of time to permit its thickest section to attain a uniform temperature. See workhardening.
- high-speed steels ( HSS)
high-speed steels ( HSS)
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.
- lapping compound( powder)
lapping compound( powder)
Light, abrasive material used for finishing a surface.
- machinability
machinability
The relative ease of machining metals and alloys.
- shank
shank
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
- stainless steels
stainless steels
Stainless steels possess high strength, heat resistance, excellent workability and erosion resistance. Four general classes have been developed to cover a range of mechanical and physical properties for particular applications. The four classes are: the austenitic types of the chromium-nickel-manganese 200 series and the chromium-nickel 300 series; the martensitic types of the chromium, hardenable 400 series; the chromium, nonhardenable 400-series ferritic types; and the precipitation-hardening type of chromium-nickel alloys with additional elements that are hardenable by solution treating and aging.
- superalloys
superalloys
Tough, difficult-to-machine alloys; includes Hastelloy, Inconel and Monel. Many are nickel-base metals.
- tap
tap
Cylindrical tool that cuts internal threads and has flutes to remove chips and carry tapping fluid to the point of cut. Normally used on a drill press or tapping machine but also may be operated manually. See tapping.
- tapping
tapping
Machining operation in which a tap, with teeth on its periphery, cuts internal threads in a predrilled hole having a smaller diameter than the tap diameter. Threads are formed by a combined rotary and axial-relative motion between tap and workpiece. See tap.
- threading
threading
Process of both external (e.g., thread milling) and internal (e.g., tapping, thread milling) cutting, turning and rolling of threads into particular material. Standardized specifications are available to determine the desired results of the threading process. Numerous thread-series designations are written for specific applications. Threading often is performed on a lathe. Specifications such as thread height are critical in determining the strength of the threads. The material used is taken into consideration in determining the expected results of any particular application for that threaded piece. In external threading, a calculated depth is required as well as a particular angle to the cut. To perform internal threading, the exact diameter to bore the hole is critical before threading. The threads are distinguished from one another by the amount of tolerance and/or allowance that is specified. See turning.
- titanium nitride ( TiN)
titanium nitride ( TiN)
Added to titanium-carbide tooling to permit machining of hard metals at high speeds. Also used as a tool coating. See coated tools.
- tungsten carbide ( WC)
tungsten carbide ( WC)
Intermetallic compound consisting of equal parts, by atomic weight, of tungsten and carbon. Sometimes tungsten carbide is used in reference to the cemented tungsten carbide material with cobalt added and/or with titanium carbide or tantalum carbide added. Thus, the tungsten carbide may be used to refer to pure tungsten carbide as well as co-bonded tungsten carbide, which may or may not contain added titanium carbide and/or tantalum carbide.
Author

Greg Bartlett is managing editor of Cutting Tool Engineering magazine.
Contributors
Emuge Corp.
(800) 323-3013
www.emuge.com
Greenfield Industries Inc.
(800) 348-2885
www.gfii.com
J.M. Sales-USA
(248) 879-5984
www.jmsales-usa.com
Nachi America Inc.
(877) 622-4487
www.nachiamerica.com
OSG USA Inc.
(800) 837-2223
www.osgtool.com
