Making the grade: Drilling Performance
Using the right carbide inserts helps overcome any issues that might arise when rough turning steel.
Despite a growing trend of lightweighting vehicles, as well as products produced by other industries, steel parts still represent a sizable share of the market, and a large percentage of those parts must be turned.
“Machining of steels is quite common,” said Sarang Garud, product manager for turning, drilling and boring at Walter USA LLC in Greer, South Carolina. “However, many well-known challenges exist.”
For example, he said steel with a low carbon content, such as AISI 1018 carbon steel, often produces long, stringy chips that are difficult to control when turned. To overcome that, Walter USA offers a variety of chipbreaker options like FP5 and MP3.
In addition, Garud noted that steel workpieces tend to be abrasive, and a hard insert grade, such as WPP10G, can resist the resultant flank wear. Crater wear is another possible pitfall, especially when a parts manufacturer turns at a high cutting speed to boost productivity.
“Walter’s WPP05S and WPP10G might be the best grades to combat crater wear,” he said.

As workpiece materials and machining operations have become more complex, so have the tools and coatings to boost metalcutting productivity for manufacturers. Image courtesy of Ceratizit USA
Instead of a hard grade, Garud said a tough grade can do the trick when turning steel with a potentially problematic forging skin or casting scale. He recommends WPP30G or WKP30S grades for those applications.
Another common issue when rough turning steel is notching at the depth of cut when a workpiece has a poor surface condition because of the presence of scale, contaminants or welds, said Robert Bokram, product manager of cutting tools for Schaumburg, Illinois-based Ceratizit USA Inc., who’s based in Warren, Michigan.
“Proper insert edge design is critical to help mitigate this,” he said, “but a common strategy is to vary the depth of cut over time to disperse the effect across the cutting edge.”
However, Martin Dillaman, global manager of engineering/applications and project manager for Greenleaf Corp., emphasized that chip control is the biggest challenge when turning steel.
“If chips are not evacuated properly,” he said, “they can end up being re-cut, fracturing the cutting edge and causing shortened tool life.”
Grade Selection
Although the Saegertown, Pennsylvania-based company is traditionally known for its ceramic grades, Dillaman said Greenleaf recommends its GA5035 and G5125+ carbide grades as the primary choices for rough turning steel. When better wear resistance is required, the toolmaker offers its GA5025, GA5026 and G-9230 grades. For enhanced toughness, G-5135, GA5125 and G-915 grades are available.
“There is a commitment to continually developing our carbide grades using the latest technology to help advance the capabilities of our customers,” he said. “Depending on the alloy of steel, requirements of the application and machine capabilities, we have many options available to help find the best solution for the customer.”
Bokram added that grade selection is driven by machining parameters and part configuration, and the goal is to select the hardest grade that can be used without experiencing edge breakage or other premature failure mechanisms that shorten tool life.
“With a possible application range from P05 to P40, the P05 grade would be ideal,” he said. “However, in the real world machining conditions rarely allow for this ideal. P15 to P35 is a more typical range for steel roughing applications.”

A selection of G5125+ inserts is shown. Image courtesy of Greenleaf
For medium roughing applications, Bokram recommends a double-sided insert with Ceratizit USA’s -M70 chipbreaker, which is available in three grades: CTCP115-P, CTCP125-P and CTCP135-P. CTCP115-P is for continuous turning at elevated surface speeds, CTCP125-P is a universal grade that covers a broad range of machining conditions, including slight interruptions, and CTCP135-P is for challenging conditions, such as interrupted cutting or turning surfaces with scale or welds. All the grades enable wear detection so an operator can visually determine which edges are used and the level of tool wear.
“This assures that all edges are used and inserts are rotated prior to edge failure,” he said.
Protective Shell
Although uncoated insert grades are still widely applied to machine heat-resistant superalloys and titanium alloys, Garud said uncoated grades are not recommended for cutting steel. Typically, CVD-coated grades are most effective for steel, such as Walter USA’s WPP20G.
Advances in coating technologies have enabled coated carbide to be nearly as smooth as uncoated polished carbide, Bokram said, so there are very few cases in which it is not beneficial to use coatings to extend tool life.
He concurred that CVD coatings, which are usually 10-µm-to-20-µm thick (0.0004″ to 0.0008″), are more effective for rough turning steel than PVD coatings, which are limited to about 10-µm thick.
“This translates directly to longer tool life,” Bokram said.
In addition, a roughing insert tends to run at a moderate surface speed, which he said doesn’t generate enough heat to oxidize a PVD coating and activate its wear- and heat-resistant configurations.
“CVD coatings are already oxidized,” Bokram said. “They don’t need heat to transform their structures.”
To resist heat deformation when turning at high cutting speeds, Garud said Walter USA’s WPP05S grade has a coating with a high aluminum-oxide content and a TigerTec Silver coating.
“This grade allows speeds in excess of 1,200 to 1,300 sfm (366 to 396 m/min.) in some steels,” he said.
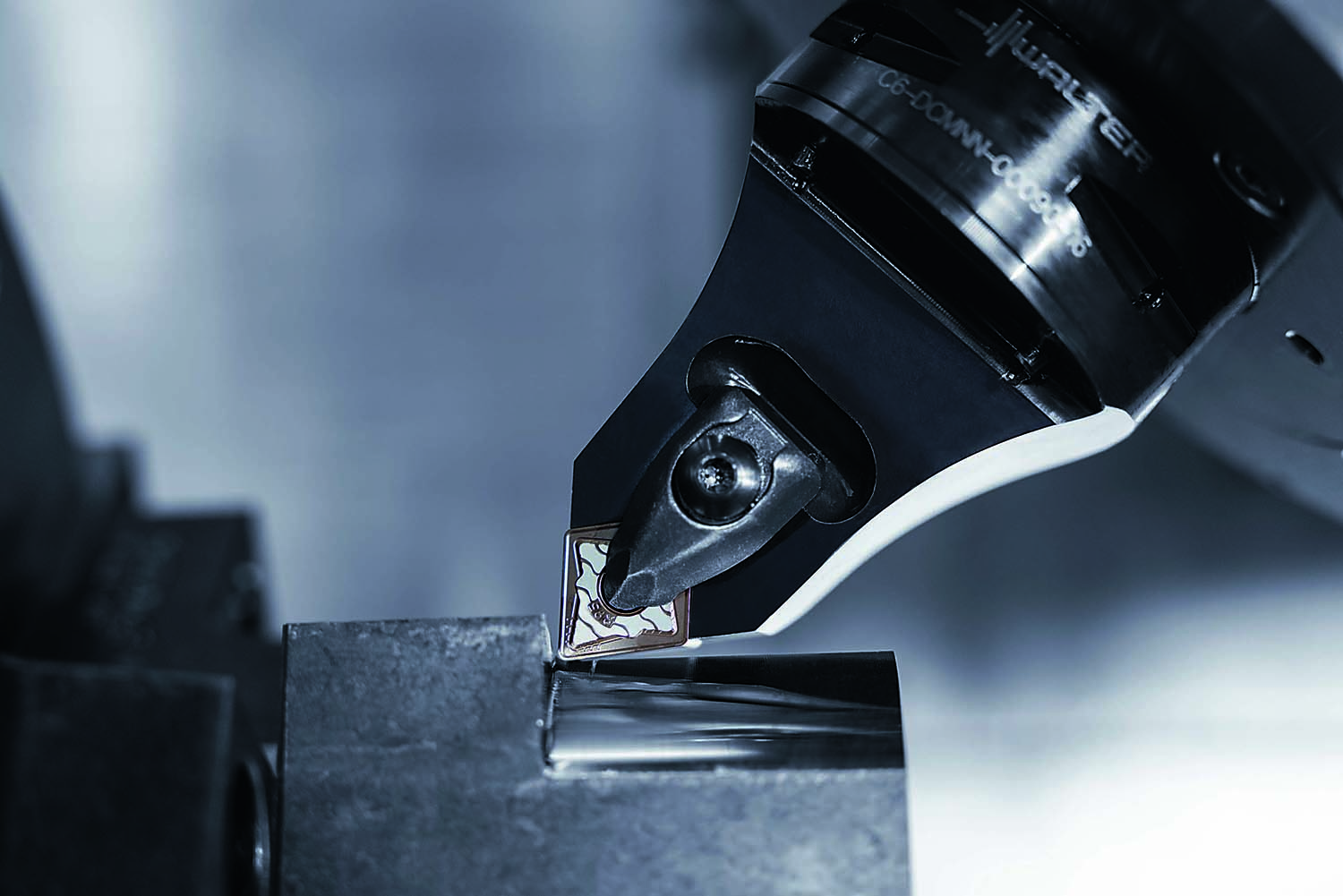
A CNMG insert turns a steel part. Image courtesy of Walter USA
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
April 2023



