Traceability from start to finish is essential for mission-critical components, such as ones machined for medical and aerospace applications. And when parts are small, microengraving tools frequently are needed to permanently create serial numbers and letters.
“Anything that needs traceability, they will put an engraving on it,” said Solution Sales Manager Kevin Jackson of Kyocera Precision Tools Inc. in Hendersonville, North Carolina. “Almost everyone I know of is using engraving for serial numbers.”
For micromachining, the toolmaker offers three series of solid-carbide engraving tools: EGR, HR (half-round) and SPD, or spade. Although the spade tools are suitable for engraving, especially the version with a 30° included angle, they are designed primarily for spotting and chamfering, he explained, adding that they see limited use.

Kyocera Precision Tools offers solid-carbide spade, half-round and two-flute engraving tools. Image courtesy of Kyocera Precision Tools
However, that’s not the case for the other two series, Jackson said. The two-flute EGR engravers have a 1.27 mm (0.05") diameter, have a V-shaped bottom and are available with a 30°, 60° or 90° included angle while the single-flute HR tools have a flat at the end as small as 0.127 mm (0.005") to produce a letter height up to 1.59 mm (0.0625").
Having a two-flute tool is often an attractive option when microengraving, particularly when it is run on a machine tool with limited rpm.
“The EGR is one of our bigger sellers because it’s a two-flute,” Jackson said. “If you are OK with a V bottom on your lettering or engraving, you will be able to feed it twice as fast.”
On the flip side, he said the flat on the bottom of a half-round tool produces a more pronounced, aesthetically pleasing engraving than a tool with a sharp point does.
“I used to work in a machine shop,” Jackson said, “and most (of) the time we used the half-round with the flat because it looks better when painted.”
Spirits of Ancient Egypt
BIG KAISER Precision Tooling Inc. is another manufacturer of microengraving tools. The Hoffman Estates, Illinois-based company offers Sphinx single-flute engraving mills with a flat or radius tip. The flat-tip tools have a diameter range from 0.02 mm to 0.15 mm (0.0008" to 0.0059") and are available with a point angle of 30°, 40°, 50°, 60° or 90°. The other style is available with a radius range from 0.04 mm to 0.1 mm (0.0016" to 0.0039") and the same selection of point angles.
The tools are targeted at machining environments that require a high level of precision, said Sphinx Product Manager Cory Cetkovic.
“With regards to engraving, it’s important to use a precision tool because they are used in production and prototype applications to create logos or informative markings on a workpiece, and those are used for visual recognition,” he said. “So it’s important to maintain a high level of consistency and minimize variations from part to part.”
End users frequently engrave with a ballnose or another type of endmill, but even tiny ones won’t necessarily achieve the required result when the engraving is difficult if not impossible to see clearly with the naked eye.

This EGR series engraving tool (bottom) and split-point engraving tool (top) are from Kyocera Precision Tools. Image courtesy of Kyocera Precision Tools
“The challenge with a precision tool like this is finding the applications where someone simply can’t do it with a conventional tool,” Cetkovic said. “If you’re producing a workpiece that ends up in the human body and you need to engrave it with your company’s name or a serial number, that’s where a tool like this is critical because you can create a very consistent but very small feature on the workpiece.”
National Sales Manager Todd White of Scientific Cutting Tools Inc. concurred. He said a microengraver with a flat at the bottom, for example, provides better engraving definition than a ballnose endmill, which generates a radius form in the workpiece.
“It might not stick out as well,” he said about an engraving made with an endmill.
The Simi Valley, California, tool manufacturer offers single-flute engraving tools with tip diameters from 0.127 mm to 0.381 mm (0.015") and included angles of 30°, 40°, 60°, 90° and 120°.
Slick and Sharp
To minimize the amount of workpiece material that sticks to a tool, White pointed out that SCT provides a polished finish on the face of its engravers.
In addition, cutting edges must be sharp to create a clearly visible, consistent engraving. That is generally not an issue for uncoated engraving tools but can be for coated tools if the appropriate coating technology isn’t employed.
“In the old days, the coatings were pretty thick because they were CVD coatings,” White said. “Now, the modern PVD coating is thin: 1 to 2 μm (0.00004" to 0.00008"). You can put it on a really sharp tool and still keep a sharp cutting edge.”
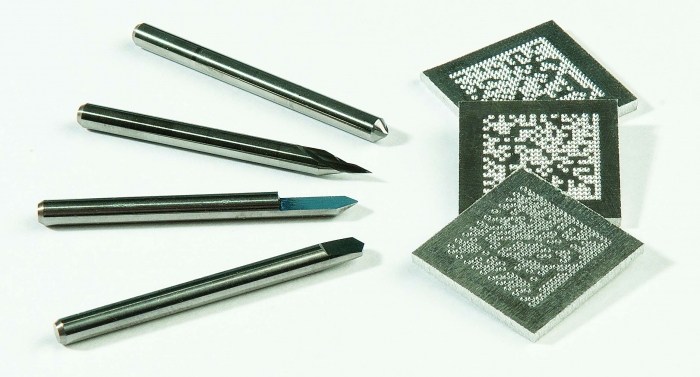
Engraving tools and engraved workpieces are shown. Image courtesy of Kyocera Precision Tools
He said the toolmaker uses Platit coating equipment to deposit SCT’s AlTiN+, or AlTiSiN coating, which includes silicon in addition to the recipe’s typical ingredients of aluminum, titanium and nitride. Coated tools are applied mainly to engrave ferrous materials. But because the heat and friction generated when machining enhance an AlTiN-based coating’s protective characteristics through oxidation, coated tools are also effective for engraving nonferrous materials, such as plastic and aluminum. This enables an end user to engrave both aluminum and steel workpieces with the same tool.
In contrast, because BIG KAISER Precision Tooling doesn’t coat tools smaller than 0.2 mm (0.008") in diameter, Cetkovic said all the company’s engraving tools are uncoated.
“They are far below the minimum for a coated tool,” he said.
Likewise, all of Kyocera Precision Tools’ standard engraving tools are uncoated, but the toolmaker does offer coated engravers, primarily AlTiN, as specials to enhance lubricity and tool life, Jackson said. However, in addition to a lead time of 10 to 15 days for coated tools, he said a coating might double the cost of a relatively inexpensive engraver.
“The user would have to look at (it) and ask, ‘Am I going to get enough tool life out (of) it to justify the expense of the coating?’” he said. “If engraving all day long and if it was up to me, you are going to get your money back.”
Besides metal, plastic and even wood, Jackson said a significant number of customers engrave graphite for EDMing a steel die used for moldmaking.
“Then when you form a molded part inside that steel die,” he said, “the numbers are already built in to that part.”
Ramp or Plunge
Because SCT’s engravers are small, relatively delicate tools that feature a small flat, White recommends ramping, or arcing, into a workpiece material to help avoid snapping or chipping the tool.
“It is easier on the tool,” he said.
But if an end user chooses to plunge-mill into a part, SCT suggests reducing the chip load 50%.
Cetkovic agreed that ramping is the preferred method, especially considering that an engraving tool takes a DOC of less than 0.15 mm (0.0059").

Sphinx single-flute engraving mills are displayed. Image courtesy of BIG KAISER Precision Tooling
“You are going to be feeding very fast with very light depths of cut,” he said, “so when you are ramping downward, you are not ramping down at a very high angle.”
However, because microengraving does not go deep into a workpiece, Jackson said plunging is more common than ramping.
“If they ramp in, that means they have to go back over it and ramp back out,” he said. “When you are plunging, you are technically drilling.”
Jackson concurred that when plunging, a chip load should be half of what is appropriate for ramping.
“I always back it off to make sure the small tips do not have any chance of chipping or breaking,” he said.
Coolant application or lack thereof is another aspect of microengraving that requires consideration. Jackson primarily recommends clearing chips with an air blast, but flood coolant directed at the tool/workpiece interface through the collet or workholder can extend tool life and enhance lubricity to reduce built-up edge, depending on the workpiece material.
“If you are engraving aluminum, brass, copper, anything that is sticky, you are going to get less chance for it to stick on the tool,” he said about flood coolant. “If it sticks on the tool, you start smearing the engraving.”
Flood coolant also effectively evacuates chips.
“Everything is so small that anytime chips build up in your engraving, you will start double cutting them,” Jackson said, adding that the result will be a low-quality engraving.
White said although many shops apply flood coolant, some find that a coolant mist, or minimum quantity lubrication, is effective.
“You don’t see much dry cutting anymore,” he said. “It’s a trend that isn’t continuing.”
Cetkovic noted that MQL is often adequate, depending on the workpiece material, but using air to clear chips might be necessary, such as for medical applications to help avoid coolant contamination.
While microengraving continues to gain ground in numerous industries, including medical, aerospace and defense, it remains a relatively niche market.
“We have a few customers who use a lot of them, but they are not incredibly common,” Cetkovic said. “What we have is very successful products for the types of customers that need them.”
Contact Details

Contact Details
Contact Details
Related Glossary Terms
- Rockwell hardness number ( HR)
Rockwell hardness number ( HR)
Number derived from the net increase in the depth of impression as the load on the indenter is increased from a fixed minor load to a major load and then returned to the minor load. The Rockwell hardness number is always quoted with a scale symbol representing the indenter, load and dial used. Rockwell A scale is used in connection with carbide cutting tools. Rockwell B and C scales are used in connection with workpiece materials.
- built-up edge ( BUE)
built-up edge ( BUE)
1. Permanently damaging a metal by heating to cause either incipient melting or intergranular oxidation. 2. In grinding, getting the workpiece hot enough to cause discoloration or to change the microstructure by tempering or hardening.
- chamfering
chamfering
Machining a bevel on a workpiece or tool; improves a tool’s entrance into the cut.
- chemical vapor deposition ( CVD)
chemical vapor deposition ( CVD)
High-temperature (1,000° C or higher), atmosphere-controlled process in which a chemical reaction is induced for the purpose of depositing a coating 2µm to 12µm thick on a tool’s surface. See coated tools; PVD, physical vapor deposition.
- coated tools
coated tools
Carbide and high-speed-steel tools coated with thin layers of aluminum oxide, titanium carbide, titanium nitride, hafnium nitride or other compounds. Coating improves a tool’s resistance to wear, allows higher machining speeds and imparts better finishes. See CVD, chemical vapor deposition; PVD, physical vapor deposition.
- collet
collet
Flexible-sided device that secures a tool or workpiece. Similar in function to a chuck, but can accommodate only a narrow size range. Typically provides greater gripping force and precision than a chuck. See chuck.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- flat ( screw flat)
flat ( screw flat)
Flat surface machined into the shank of a cutting tool for enhanced holding of the tool.
- included angle
included angle
Measurement of the total angle within the interior of a workpiece or the angle between any two intersecting lines or surfaces.
- lubricity
lubricity
Measure of the relative efficiency with which a cutting fluid or lubricant reduces friction between surfaces.
- physical vapor deposition ( PVD)
physical vapor deposition ( PVD)
Tool-coating process performed at low temperature (500° C), compared to chemical vapor deposition (1,000° C). Employs electric field to generate necessary heat for depositing coating on a tool’s surface. See CVD, chemical vapor deposition.
- point angle
point angle
Included angle at the point of a twist drill or similar tool; for general-purpose tools, the point angle is typically 118°.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
Contributors
BIG KAISER Precision Tooling Inc.
888-866-5776
www.bigkaiser.com
Kyocera Precision Tools Inc.
800-823-7284
www.kyoceraprecisiontools.com
Scientific Cutting Tools Inc.
805-584-9495
www.sct-usa.com
