Keeping it real: New and traditional parts marking technologies help prevent counterfeiting
To the public at large, the word "counterfeit" mostly brings to mind so-called "funny money" or, more recently, low-priced CDs and DVDs that violate copyright laws. What is less widely known, but more threatening to public safety is the counterfeit parts and products that have found their way into the supply chains of critical industries, including aerospace, automotive and medical.

Courtesy of Gravotech
Gravotech and ORIDAO’s interactive marking technology incorporates micropercussion marking and a RFID microchip (lower part of device).
To the public at large, the word “counterfeit” mostly brings to mind so-called “funny money” or, more recently, low-priced CDs and DVDs that violate copyright laws. What is less widely known, but more threatening to public safety is the counterfeit parts and products that have found their way into the supply chains of critical industries, including aerospace, automotive and medical.
One way to curb the use of counterfeit parts is to mark them securely. This includes marks that are difficult to remove and difficult for counterfeiters to read and duplicate. The marking methods involve conventional strategies, such as laser and micropercussion marking, as well as new approaches, such as microlithography and embedded RFID (radio frequency identification) tags.
A Growing Flood
The rise of manufacturing in Asia and other regions has helped produce a growing flood of counterfeit parts—and their impact is significant. A 2010 report from the U.S. Government Accountability Office quoted an FBI estimate that U.S. businesses lose $200 to $250 billion annually on counterfeiting. The Motor and Equipment Manufacturers Association estimates that counterfeiters have cost just the U.S. auto parts industry at least $3 billion annually—a figure that is climbing. Global auto industry losses for 2013 from counterfeiting are $12 billion, according to estimates from the Motor Equipment Manufacturers Association.

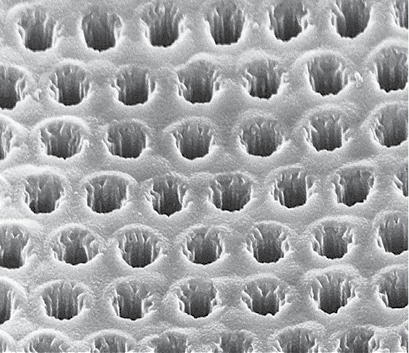
Courtesy of Nanotech Security
The a. Morpho butterfly (top) creates colors through light-diffracting holes. Nanotech Security’s nanohole arrays (bottom), created via electron-beam lithography, are meant to mimic this effect. This array has nanoholes that measure 250nm in diameter, and the spacing between the holes (center to center) is about 500nm.
According to a United Press International report, the National Highway Traffic Safety Administration estimated, in 2012, that “tens of thousands of counterfeit airbags,” which could rupture or otherwise malfunction in a collision, have been installed in vehicles repaired at independent shops. Further, others are sold online for as little as $50—compared to $700 to $1,000 for the genuine article.
Automotive glass is another sensitive area. Ken Feldman, global brand protection manager for Ford Motor Co., stated online: “Glass manufacturers are able to counterfeit multiple OEMs very easily by simply changing silk screens. Over the last 2 years, authorities in China have conducted 40 raids and seized 200,000 pieces of counterfeit glass across various brands, and made to close 30 arrests, with half of those successfully prosecuted serving jail time.”
Addressing the problem is especially critical in the case of complex machines with long service lives, such as aircraft. Airplane manufacturers must not only police the suppliers and distributors contracted to make OEM parts; the replacement parts market can be a dumping ground for unlicensed components.
To combat counterfeiting, OEMs and part makers must permanently and securely identify their parts. The verification process often starts with raw materials—especially with custom parts for a single customer.
Industrial Forge Inc., Alma, Ga., produces specialized fasteners. “Because of the applications for our products, it’s essential that we verify the raw materials,” said Ted Murray, company president. “We use a Nitron XL2 analyzer that incorporates X-ray fluorescence to define the composition of the alloys before manufacture. That way, we can be sure the products we deliver are exactly to customer specification and that no inferior material makes its way into our process.”
A Graphic Approach
One of the new methods of securely marking manufactured parts is electron beam lithography (EBL). Nanotech Security Corp., Vancouver, B.C., is developing an EBL process to generate complex graphics.

Courtesy of FOBA
Micromark on a coin applied with a FOBA laser and viewed through a loupe.
According to Clint Landrock, Nanotech’s chief technology officer, “The EBL system patterns a controlled array of holes in a thin-film material, or resist, which is transferred to a master, typically made of quartz. The median hole size for the structures we create is about 100nm in diameter, and the actual structures can have hole sizes anywhere from 50nm to 350nm in diameter, depending on what the optics need to do.”
The array diffracts light and, when viewed from different angles, can create multiple colors. Full-color images are similar to the holograms traditionally found on credit cards and other secure documents but offer more detail and a wider, richer variety of color. The master then replicates the structure onto a secondary nickel master for production. Anticipated resolution is about 250,000 dpi. The graphic device can be applied as a patch or foil and adhered to parts or documents, or it can be directly applied to parts made of metal or other materials.

Courtesy of Miyachi America
Fiber laser markers, such as this one from Miyachi America, can create pictures, bar codes or specialized codes, as well as alphanumeric sequences.
An advantage of EBL is that it offers three levels of security. In the overt stage, the mark is visible in natural light. The second, or covert, level involves creation of a high-definition microimage that requires magnification. (Both the overt and covert levels are visible within the range of 2,500 to 250,000 dpi. The higher the dpi, the greater the resolution). The third, or forensic, level uses nanoscale imagery that requires specialized equipment for viewing.
The cost of applying these marks will depend on design complexity and volume. “The economics will be excellent in high-volume production,” Landrock said. The process is in its final development stages and is expected to debut in 2014. While it can be used to mark parts, possible primary applications include financial instruments, passports and other official documents, such as for customs and trade documentation.
From Percussion to RFID
The range of methods to securely mark parts has grown thanks to an alliance between Gravotech Group, Rillieux-la-Pape, France, and ORIDAO, Montpellier, France.
Gravotech’s Technifor unit produces marking equipment that applies laser, micropercussion and scribing technologies for permanent traceability and unique identification. For example, the company’s micropercussion machines are used to mark data that includes the vehicle identification or serial numbers.
“Micropercussion displaces metal without removing it,” said Bon Carter, business manager for Gravotech Inc., Duluth, Ga. “The permanent marking, which typically incorporates special fonts for security, literally changes the structure of the part such that grinding or filing cannot erase the identification.” Although the depth of the marks depends on the type and thickness of the material, maximum achievable depth would near 0.3mm (0.01 “).
The Gravotech/ORIDAO venture targets marking applications on high-value parts, including engine components and structural assemblies for aerospace and defense applications and medical implants and appliances. The companies have developed an interactive marking technology (which they call “augmented traceability”) that incorporates conventional marking and RFID microchips.
A readable tag applied to the exterior of a part can include alphanumeric data, such as part description, serial number and date of manufacture, as well as bar codes, QR codes and other markings. Additionally, an RFID microchip can be permanently enclosed in a plate or tag or directly into a part. This is accomplished through a process called “hardening,” whereby the tag is placed in a shell or container suitable for the environment and can be attached, depending on the part, with rivets, industrial adhesives, epoxy or hose clamps. The chip contains relevant information, which can be read by any standard RFID reading device. Over the part’s life cycle, additional information can be encoded into the chip. This could include regularly input data, such as maintenance intervals, or the number of flight hours for an aircraft engine part, according to Carter.
Nicholas Reffe, CEO of ORIDAO, added: “Critical information cannot be erased or corrupted. As a result, the part’s history can be accurately maintained through the supply chain. This information is invaluable in situations where components are rebuilt or parts are salvaged for subsequent reuse.”
The objective of the system is to keep the information compact yet readable, even in hostile working environments. Tags can be hardened to resist temperature and vibration and, in some cases, incorporate composite or ceramic layers to extend life. The process is currently on the market and is being used by the aerospace industry for aircraft components, as well as by the military and oil and gas industries.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion