Instead of breaking a saw blade, break it in
'A blade that is not broken in will likely only last about an hour. A properly broke-in blade should last 100 to 150 hours.'
Managers at machine shops with saws closely monitor downtime associated with blade changes due to wear or breakage and spend a considerable amount of time and energy finding ways to increase efficiency.
The service life of a bandsaw blade and the quality of the imparted surface finish are not determined solely by the product design from a blade manufacturer. Machine maintenance and operating practices can impact performance.
The sawing process has many variables, including the choice of blade for the job at hand, the selected feed rate and cutting speed, the rake angle and how a saw is broken in.
Break It Easy
Saws themselves shouldn’t need to be broken in, but blades do. Breaking in a bandsaw blade essentially means honing each tooth to form a microfine radius. This smoothing removes microscopic rough edges, which could rip off and cause tiny imperfections at the tip of each tooth as a result.
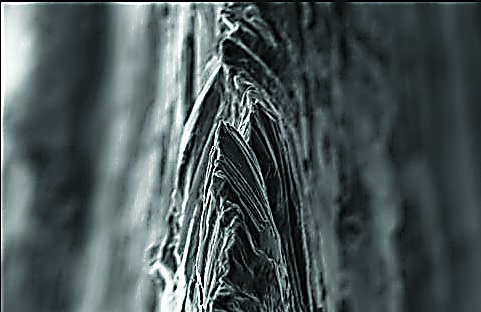
Teeth on new bandsaw blades have very sharp edges, which easily can be chipped unevenly or destroyed if run at full speed with full feed pressure on the initial cuts and not broken in properly. Image courtesy of L.S. Starrett
A new saw blade is comparable to a newly sharpened pencil point.
“When you first remove the pencil from the sharpener, it will take only the slightest amount of pressure to inadvertently break that point right off at the tip,” said Richard Klipp, president of Morgantown, Pennsylvania-based Behringer Saws Inc. “However, after a few minutes of writing, the point becomes less sharp and ultimately less susceptible to breakage.”
He said the same holds true for a saw blade. Right out of the box, a saw blade tip is very sharp and more susceptible to damage, such as a broken tooth, than after being used for a short period. Blade suppliers therefore often recommend running at a reduced down feed rate—usually 20% to 50% of the suggested rate—until tips are broken in. Afterward, the feed can be set at the recommended rate.
This process allows a blade to travel through the guides and become aligned correctly for cutting. Also, this increases the temperature of the blade, which permits imperfections in the material to bend instead of breaking blade teeth. The warming—followed by natural, inherent cooling—helps strengthen the blade substrate.
“Typically, blades need to be run with break-in in mind for two to three hours,” said Ebony Goldsmith, office manager and bandsaw specialist at Aldan, Pennsylvania-based Kaast Machine Tools Inc. “A blade that is not broken in will likely only last about an hour. A properly broke-in blade should last 100 to 150 hours.”
When a blade is properly broken in, premature tooth edge damage can be avoided. Image courtesy of L.S. Starrett
Saw specialists agree that a broken-in blade should see significantly increased service life yet concede that users may have different perspectives.
“Some feel it is not worthwhile enough to slow down the cutting operation to break in a blade,” said Tim O’Loughlin, saws and hand tools product manager at The L.S. Starrett Co., Athol, Massachusetts. “However, while the break-in
process does involve reducing the feed pressure for the first 25 to 100 sq. in. of cutting, the extra time is compensated many times over in the extended life span of the blade, in addition to the resulting improved surface finish in the cuts.”
Choosing the Correct Blade
While it is best to consult with a blade manufacturer or supplier to determine the optimal blade for an application, some general guidelines are helpful.
The process to break in a bandsaw blade varies depending on the characteristics of the workpiece material, said Jay Gordon, North American sales manager of saws and hand tools at L.S. Starrett. When breaking in a blade, users should run the machine at the normal blade speed.
For softer materials, such as carbon steel and aluminum, adjust the feed to 50% of the normal rate for the first 50 to 100 sq. in. Then, gradually increase the feed rate to 100%, he suggested.
For difficult-to-cut materials, such as nickel-base alloys, hardened steel, tool steel and stainless, adjust the feed rate to 75% of the normal cutting rate for the first 25 to 75 sq. in. Gradually increase the feed rate to reach 100% after 50 sq. in. As the feed increases to the 100% rate, be careful not to create unwanted vibrations by increasing the rate too quickly.
Once teeth are honed and broken in, a blade will cut faster and straighter and last longer than an incorrectly broken-in blade. Following a proper break-in process is a simple, easy way to ensure maximum productivity in a sawing
operation.

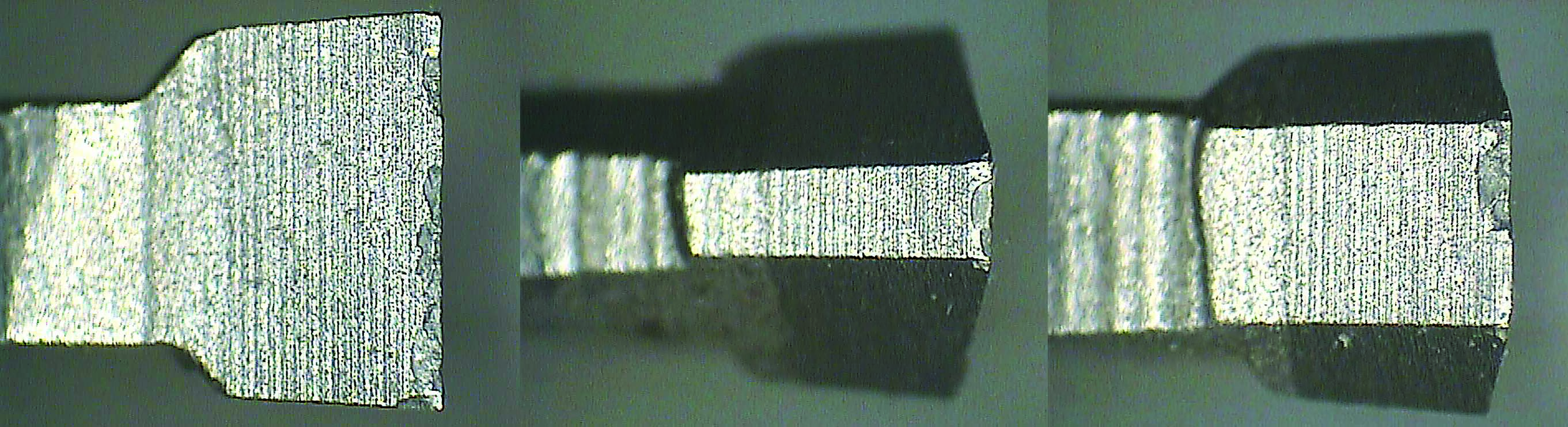
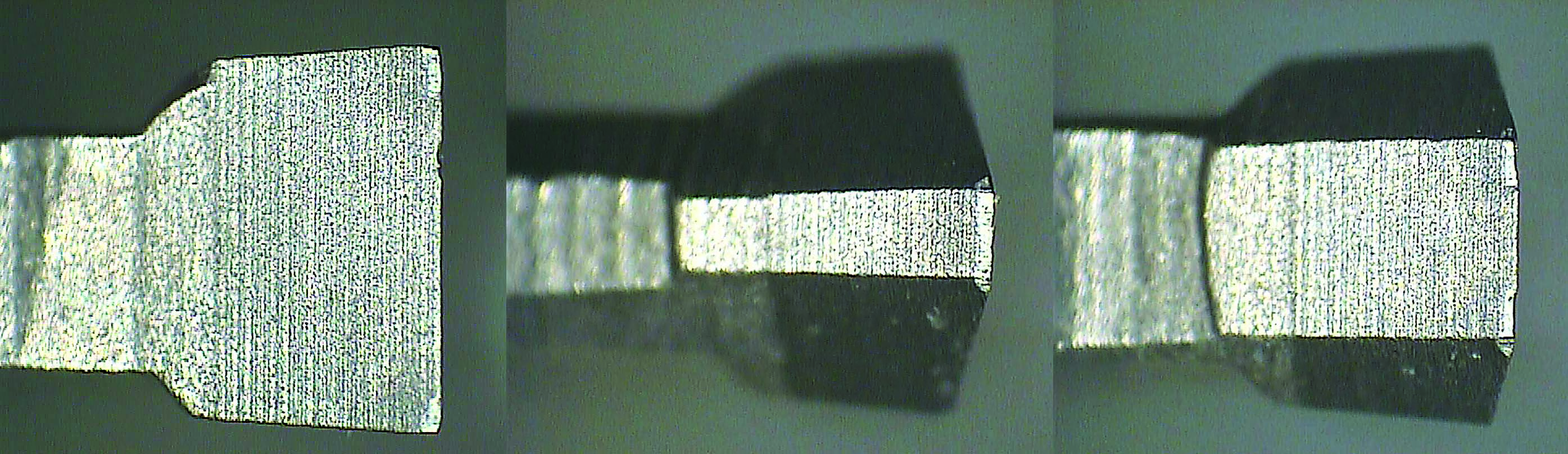
These images show a saw blade before and after the break-in process. The rough edges in the top image are realigned in the bottom image. Images courtesy of Kaast Machine Tools
Users should consult a machine manufacturer for the best blade width, except for contour cutting in vertical machines when a chart can be referenced. As for blade length, it varies according to the bandsaw machine type and specifications. The correct blade length should be shown in the bandsaw machine user manual.
Counting Teeth
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
August 2019


