In the world of micromachining, precision is relative—the smaller the work, the greater the need for accuracy in all aspects of the process. End users must optimize the entire micromanufacturing system to be efficient, competitive and successful.
Traditional techniques for achieving precision may work well for macro-scale parts, but can be subtly awkward or downright clumsy when applied to smaller work. Workholding is a classic example of this, noted Matt Saccomanno, a principal who handles product design, engineering and R&D for Masa Tool Inc.

Images courtesy of Masa Tool
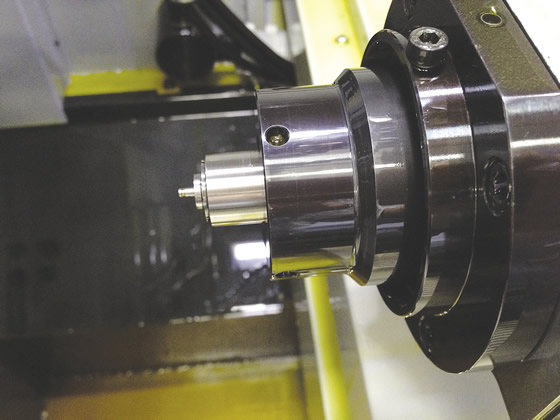
Masa Tool’s Microconic workholding system (pictured above) consists of (clockwise, starting at 12 o’clock) a cartridge, collet, hex key wrench and collet wrench with graduations for adjusting the collet closure. Below: The Microconic system can be installed in the subspindle of a Swiss-style CNC lathe.
He added that a collet is often the best workholding method because it firmly grips the workpiece and is highly accurate in a production setting.
However, the collet system installed by the machine builder accommodates the largest workpiece the machine was designed for, such as a Swiss-style machine with a 20mm capacity. Although collets for smaller bores to hold smaller workpieces are available, the rest of the system (collet body, spindle nose and closing mechanism) is sized for 20mm, creating problems when chucking smaller parts, according to Saccomanno.
Therefore, Masa Tool developed the Microconic collet system specifically for holding workpieces from 10mm (0.39 ") to 0.75mm (0.03 ") in any machine that has a collet-type chuck. The system consists of two major components: the cartridge, which transforms the work spindle for miniature workholding, and the “right-sized” collet, which fits in the cartridge. For the system’s introduction, the company offers a cartridge for draw-type, 5C collets and one for push-type, or “dead-length,” TF25 collets, which are typically used on the subspindle of Swiss-type lathes. Market demand will dictate future versions, he added.
“The Microconic collet is a draw-type collet, but we can use our colleting system inside a push-type closer,” Saccomanno said, adding that a draw-type collet provides more clamping force and is more accurate in terms of concentricity than a push-type one. This is because the draw-type collet slides into the spindle nose rather than the spindle nose pushing over the collet taper.
Saccomanno said the concentricity of the company’s collet is typically from 0.0001 " to 0.00015 " and guaranteed to be concentric within 0.0002 " while holding a part in a machine. “Especially with extended-nose collets used in Swiss-type machines, the collet can hold the gage fairly accurately, but if you try chucking a part in it, forget it.”
The system components are not inexpensive, with the cartridge priced at $2,200 to $2,500 and each collet at about $140, but end users often achieve payback after one or two jobs using Microconic on a Swiss-style machine, according to Saccomanno. He explained that the quick return on investment is a result of the workholding system’s ability to shift operations to the subspindle that machinists and programmers usually delegate to the main spindle, such as cutting force intensive, blind-hole broaching. This provides better load balancing between the two spindles and reduces cycle times, essentially gaining “free time” on the subspindle.
“Because of the reliability and rigidity of the chucking system, it causes a change in mindset over time and you start doing things you wouldn’t have considered doing before,” Saccomanno said.
He emphasized that no machine modification is necessary to use the system, and it can be removed from a machine and replaced with a standard collet for making larger parts, thereby preserving machine capacity.
For more information about Masa Tool Inc., Oceanside, Calif., call (760) 732-1422 or visit www.masatool.com.
Related Glossary Terms
- blind-hole
blind-hole
Hole or cavity cut in a solid shape that does not connect with other holes or exit through the workpiece.
- broaching
broaching
Operation in which a cutter progressively enlarges a slot or hole or shapes a workpiece exterior. Low teeth start the cut, intermediate teeth remove the majority of the material and high teeth finish the task. Broaching can be a one-step operation, as opposed to milling and slotting, which require repeated passes. Typically, however, broaching also involves multiple passes.
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- collet
collet
Flexible-sided device that secures a tool or workpiece. Similar in function to a chuck, but can accommodate only a narrow size range. Typically provides greater gripping force and precision than a chuck. See chuck.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- cutting force
cutting force
Engagement of a tool’s cutting edge with a workpiece generates a cutting force. Such a cutting force combines tangential, feed and radial forces, which can be measured by a dynamometer. Of the three cutting force components, tangential force is the greatest. Tangential force generates torque and accounts for more than 95 percent of the machining power. See dynamometer.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.