In the groove: Turning Performance
Take the plunge with the best grooving tools and techniques for the job.
When a grooving operation is required, don’t plunge in without giving careful thought to what you’ll be using and how to go about the task. Specific items that should be considered include proper preparation, tool and process options and what the latest technology has to offer. Time spent upfront on these important topics can pay off in longer tool life, faster cycle times and better grooving results.
Shops can get off to a good start with grooving by making sure the tool in the lathe turret is perpendicular to the workpiece surface.
If the tool isn’t, “the edge of your tool is going to be tilted, so you could potentially be running scrap parts,” said Clay East, national product manager for grip systems at Iscar Metals Inc. in Arlington, Texas.
He recommends running an indicator along the length of the tool to check perpendicularity. For a 102 mm (4″) tool length, the measurement should be off by no more than about 0.1 mm (0.004″), he said.
Common grooving options today include solid-carbide tools and indexables. When it comes to grooving, the focus at Scientific Cutting Tools Inc. in Simi Valley, California, is mainly on grinding solid-carbide tools for cutting internal grooves for things like threads and O-rings, said Sales Director Todd White.
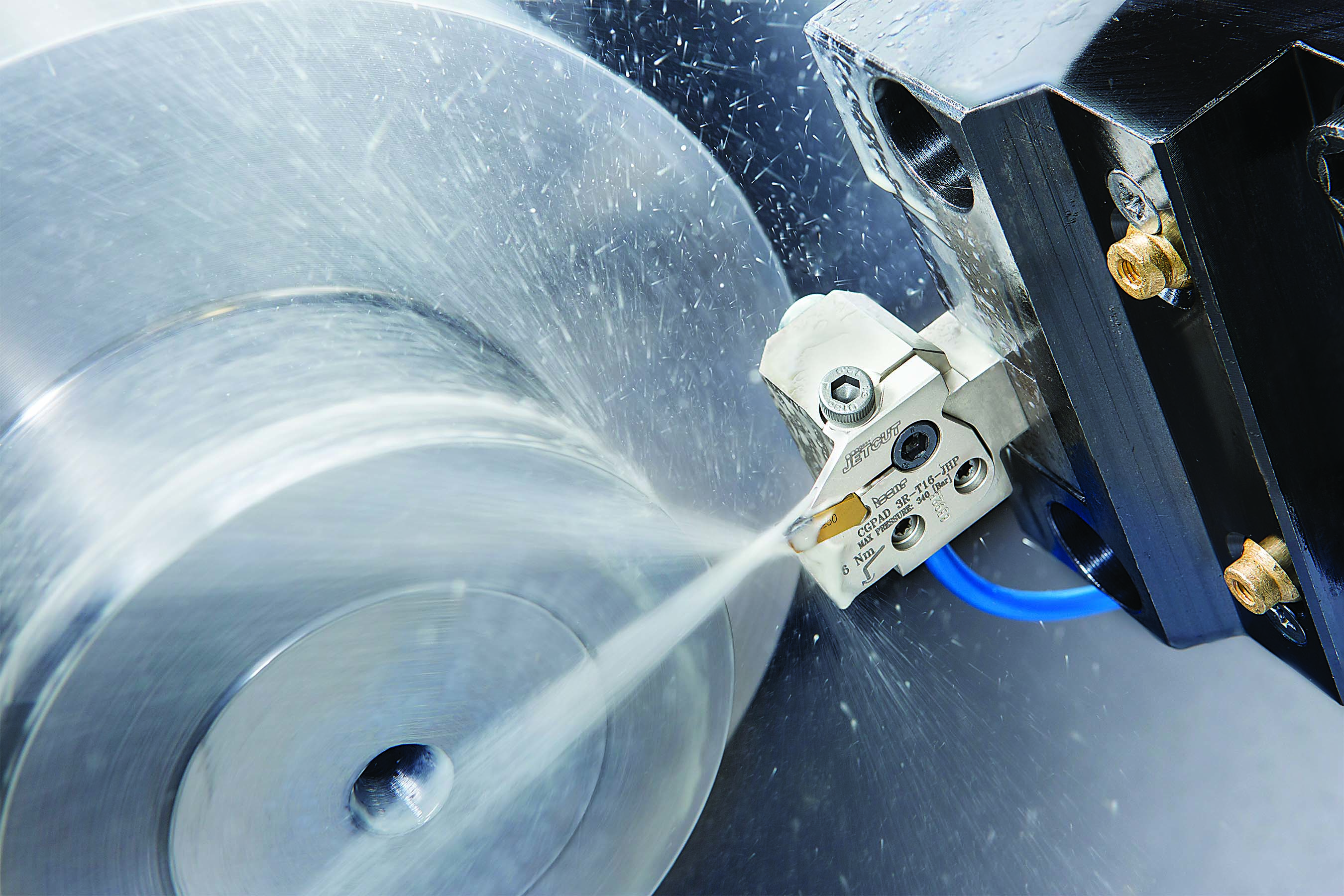
Jet-Cut coolant-through tools deliver coolant to the cutting edge. Image courtesy of Iscar Metals
“These can be challenging if they are at the bottom of a small-diameter hole,” he said. “You’ve got to have the proper reach to get to the groove (location) and then be able to machine it successfully.”
For deep grooving applications, the company typically produces solid-carbide tools because of their superior rigidity. White pointed out that the allowable length-to-diameter ratio for carbide tools is 10-1 compared with 3-1 for indexable toolholders made of steel.
Custom solid-carbide round tools are a specialty at Mikron Corp. Monroe in Connecticut.
“When customers come to us for grooving tools, it is usually for a turnkey operation” — that is, a job for which Mikron produces most if not all of the different tools needed to make a part, said Sales Manager Nathan Lisker.
Provided with a part drawing or the part itself, Mikron will grind a tool designed for the special form or profile to be grooved into the part.
Indexable Issues
When indexable tools are used for grooving, “many times your chipbreaker is a big key to success,” said Travis Coomer, national key account manager at GWS Tool Group in Tavares, Florida.
He advises those who use inserts to cut grooves to make sure the chipbreaker folds the chip in a way that makes it smaller than the groove being cut.
If the chipbreaker doesn’t, Coomer said, “the chips will get stuck, especially once you get down into the groove a little bit. This will cause some marring of the parts.”
If the groove to be cut isn’t too deep, he believes that Top Notch-style inserts may be a good choice. These feature molded notches on the top and bottom that seat the inserts in their holders. With the inserts held at a 3-degree angle, the notches pull them back into the pocket during cutting, he explained, making the system very rigid and stable.
Many part designs include a chamfer at the top of the groove to eliminate burrs. In these cases, shops can opt for grooving inserts that incorporate chamfering, said Coomer, whose company makes such inserts. By cutting the groove and chamfer at the same time, users eliminate a secondary operation to create the chamfer when the groove is finished.
Another timesaving option he recommends is using a multigroove tool to cut multiple grooves right next to each other. To simultaneously cut four adjacent grooves, for example, shops can use an insert with four adjacent cutting edges.
If chamfers are on the top of the grooves, Coomer said the insert can be modified to create those features as well, “so you can cut all four grooves and put chamfers on them in one shot.”
A single insert also can be used to combine grooving and turning processes. This wasn’t the case back when East worked at a machine shop.
“Even if the groove was wider than it was deep,” he said, “if it had 90-degree corners, you would take a groove tool and plunge all of that material out. Today, we want to apply a groove/turn solution in these cases.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
August 2021


