Dear Doc: I cylindrical-grind steel shafts. Over the years, the surface-finish and tolerance requirements have been getting tighter and tighter. Tolerances are currently ±0.0001". I can hold the finish, but roundness and size are killing me. What can I do?
The Doc Replies: Holding those requirements is very doable, but only if you have all your ducks in a row. Let’s look at these ducks one by one.
Duck 1: Use the right grit size. Finer surface finishes require smaller grits. As surfaces get smoother, operators should switch to finer grits. But typically they don’t. Instead, they stick with their big grits—say, 60 instead of 120 mesh—and then dress the wheel dull. This approach results in a finer finish. However, it also creates a large tangential force (the force that resists rotation of the wheel, which is proportional to heat generation), causing burn, and much larger normal forces (the forces that pushes up on the spindle), causing part deflection and burn.
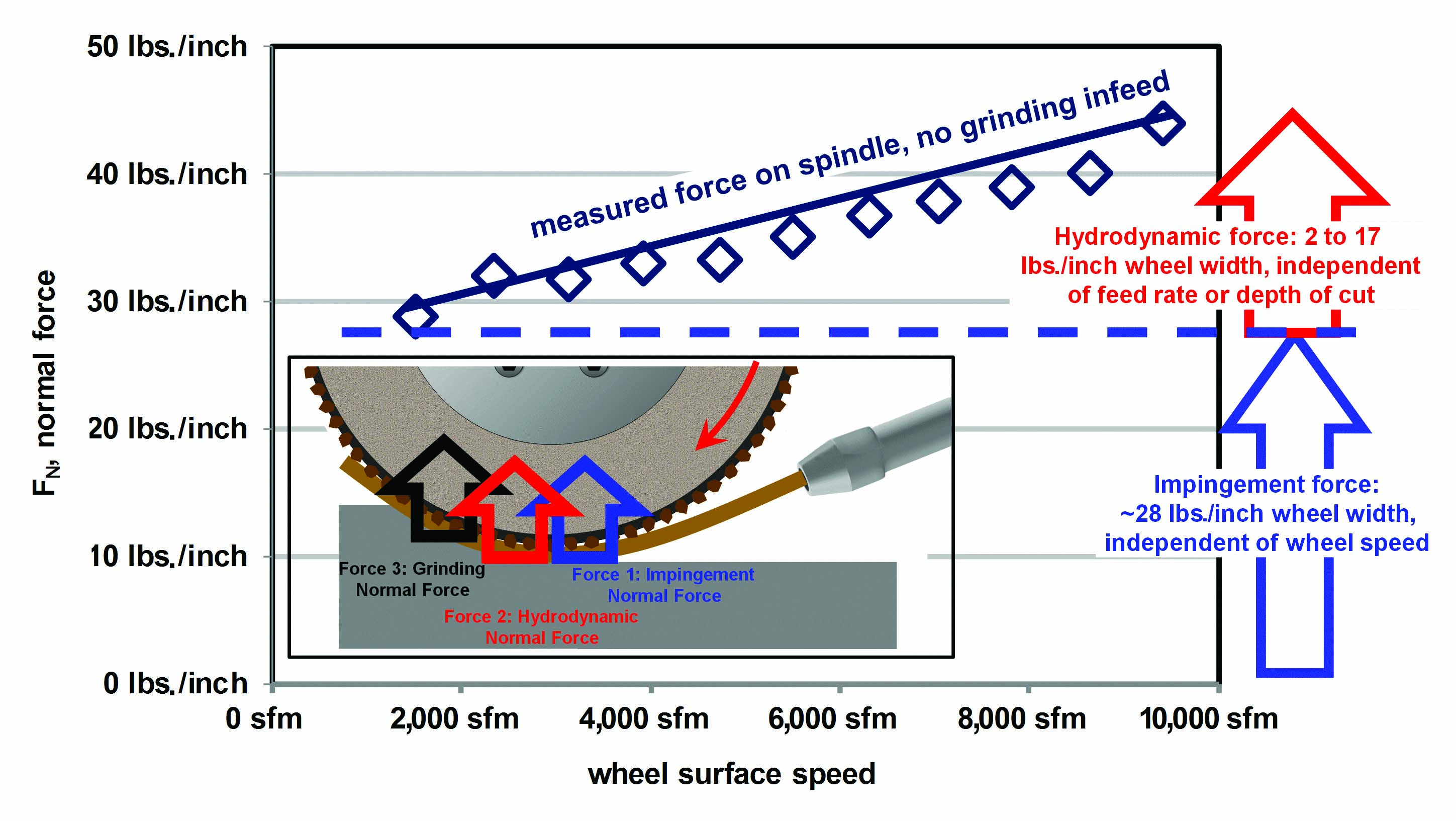
The late grinding guru Stephen Malkin divided coolant forces into the impingement force
and the hydrodynamic force. These forces can become huge and cause serious part deflection.
Image from “Measurement of Hydrodynamic Forces in Grinding” by M. Ganesan, C. Guo and S. Malkin.
Duck 2: Avoid integer values during finishing and sparkout. Divide the wheel rpm by the workpiece rpm. Your answer should be something like 8.4523421 or 11.3962452. You want to avoid 8.00434, 11.003515 or anything close to a whole number.
Duck 3: Avoid hydroplaning. Here things get tricky. During grinding, you want effective cooling. But effective cooling creates hydroplaning forces, which can be as high as 50 lbs./in. of wheel width. During sparkout, that hydroplaning force is much bigger than the grinding force, causing both roundness and size issues. The solution is to gradually throttle back coolant pressure during finishing and sparkout. For tight tolerances, reducing hydroplaning forces helps enormously.
Duck 4: Chill your coolant, not because it helps suck away heat (the difference is minimal), but because hot things like to expand. If the workpiece temperature is 90° F in the machine because the coolant is 90° F, and then the workpiece is sent to the inspection room, which is 70° F, it will shrink. Keep the coolant temperature and inspection room temperature the same.
You’ll have to get these four ducks in a row if you hope to hold tight tolerances.
Related Glossary Terms
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grit size
grit size
Specified size of the abrasive particles in grinding wheels and other abrasive tools. Determines metal-removal capability and quality of finish.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
Author

Jeffrey A. Badger, Ph.D., is an independent grinding expert. He will be giving his 3-day High Intensity Grinding Course from Sept. 26-28 in Columbia, S.C., hosted by S.L. Munson. Visit www.thegrindingdoc.com for details. He can be reached by phone at 512-934-1857 or via email at [email protected].