A further examination of the grinding process through the lens of an electron microscope.
In February, Cutting Tool Engineering published the article “Grinding: A Pictorial Odyssey,” a collection of electron-microscope photos and corresponding captions related to grinding, including wheels, chips, dressing tools and workpiece surfaces. The response was positive, with readers writing: “I now have a visualization of something I’ve been working with for 40 years,” “Chips! Just like in turning!” and “Those were cool.”
For me the response wasn’t surprising. When I present my 3-day “High Intensity Grinding Course,” it’s the photos that produce the “aha moment” in attendees. Therefore, I dug up more grinding-related photos and present them here. This time I’ve gone a little deeper, giving longer descriptions of grinding issues, such as residual tensile stresses, the impact of grit size on surface finish and the effect of grinding scratches on tool performance and coating adhesion.
Courtesy of Jeffrey Badger
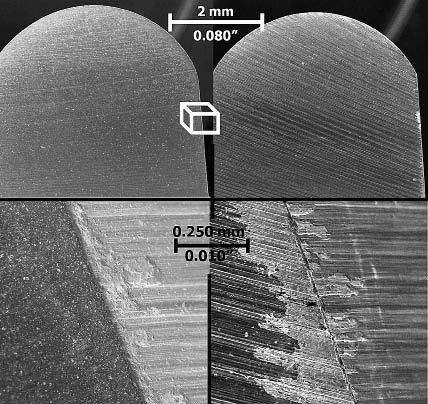
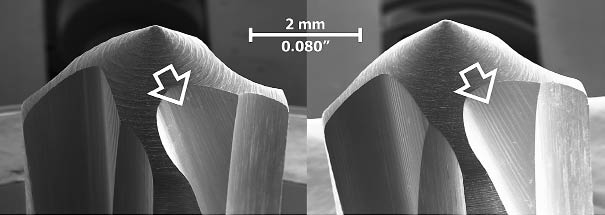
Figure 1: These broaches were produced by the same company on the same machine and, presumably, with the same grinding conditions. However, broach No. 1 (top left) has a finer surface finish than broach No. 2 (top right). During cutting, broach No. 1 was able to make double the number of cuts before failure. Looking at the cutting edge (bottom right) shows how the rough surface caused flaking of the coating in broach No. 2.
Courtesy of Andrew Torrance
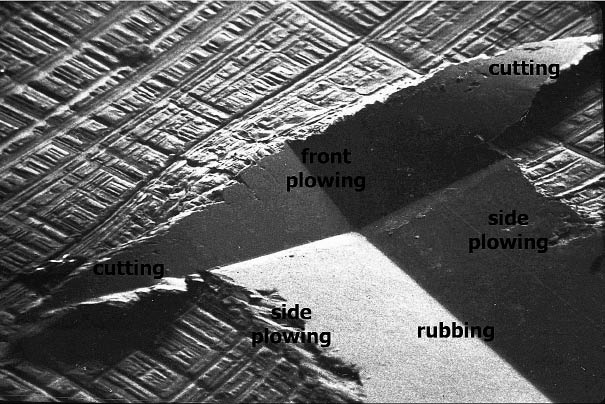
Figure 2: A soft material after a hard grit has been pushed through it. The image shows the three types of contact in grinding: rubbing, plowing and cutting. Rubbing occurs when the grit simply rubs against the workpiece, generating heat but not displacing or removing material. Plowing takes place when the grit pushes material to the sides and in front of the grit. Heat is generated but material is not removed. Front plowing generates a burr, and side plowing causes scratches. Cutting, or chip formation, occurs when chips are formed to the sides of the grit. Heat is generated and material is removed. Dull grits rub and plow more, whereas sharp grits cut more. More aggressive grinding conditions produce more cutting and less rubbing.
Courtesy of Jeffrey Badger
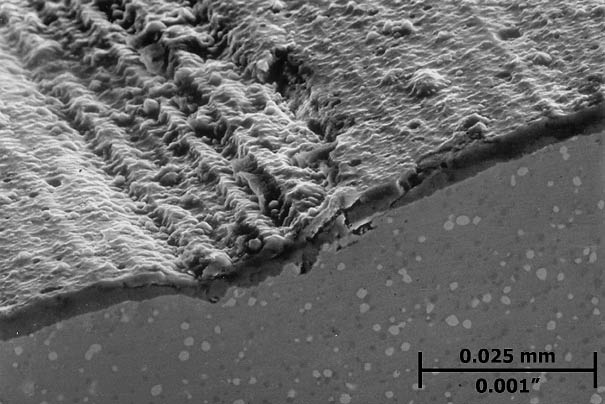
Figure 3: A coated HSS tool after sectioning. As coatings become more sophisticated, the requirements for the substrate’s surface finish below the coating are becoming more stringent. A state-of-the-art coating on a rough surface will quickly flake away. Therefore, companies looking to improve tool performance are investing in more sophisticated finishing techniques to decrease Ra values. The coating on the tool shown was deposited on a poor surface finish. Even if the coated surface was “cleaned up” with a post-coating finishing operation, stress concentrations would be present below the surface, increasing the risk of flaking.
Courtesy of Jeffrey Badger
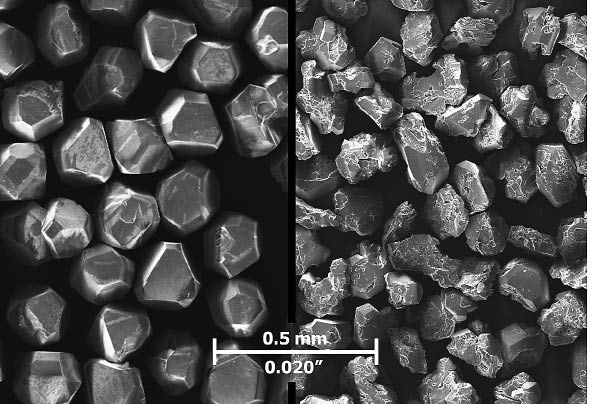
Figure 4: The diamond grits on the left are “blocky.” The diamond grits on the right are “angular.” Blocky grits tend to wear less, impart a finer surface finish and generate more heat. Angular grits attack the workpiece at a more aggressive angle. They tend to fracture more easily, causing more wheel wear but facilitate a more self-sharpening wheel. Angular grits also produce a rougher surface finish and generate less heat. Unfortunately, most superabrasive wheel manufacturers don’t indicate what type of grit is in the wheel.
Courtesy of Jeffrey Badger
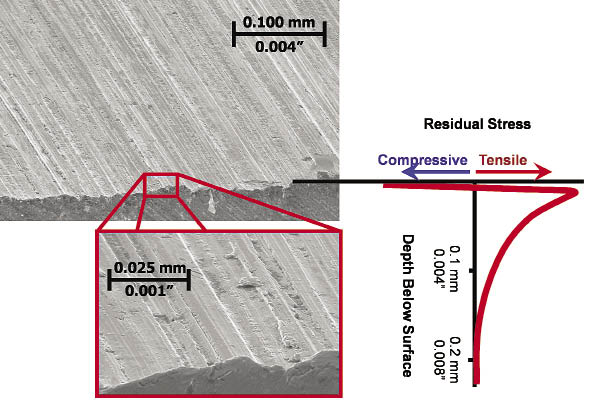
Figure 5: Residual stresses are formed during grinding of ductile materials. At the surface are residual compressive stresses. These are usually only a few microns deep and are caused by the plastic deformation of the material—i.e., plowing the workpiece material with the abrasive grits. Compressive stresses are usually beneficial to part performance. Below that are residual tensile stresses. These are caused by restricted thermal expansion at high temperatures, and the higher the temperature, the higher the tensile stress. Tensile stresses are detrimental to part performance, particularly in parts subject to fatigue loading. In extreme cases, they cause immediate cracking.
Courtesy of Jeffrey Badger
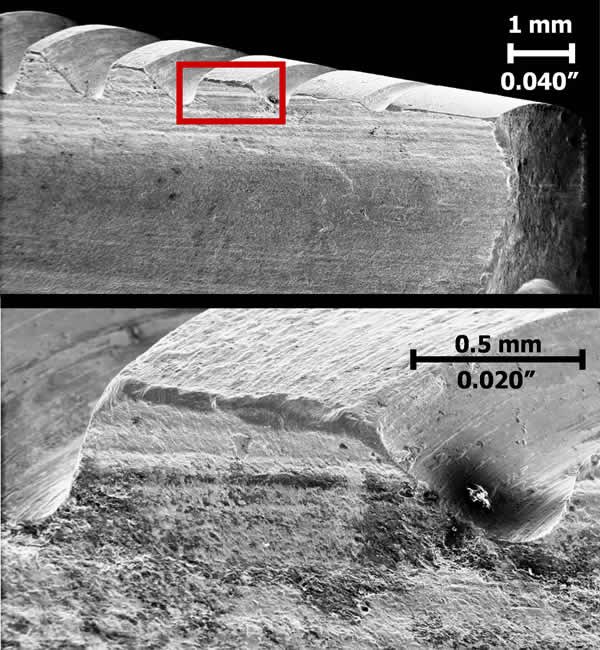
Figure 6: A worn tap (top) and a single tooth from that tap (bottom). The surface finish from thread grinding was poor, but the surface finish from flute grinding was good. There’s some abrasive wear at the corner, but no fracture wear, a consequence of the good surface when flute grinding. As a result, this tap enjoyed a long life.
Courtesy of Niagara Cutter
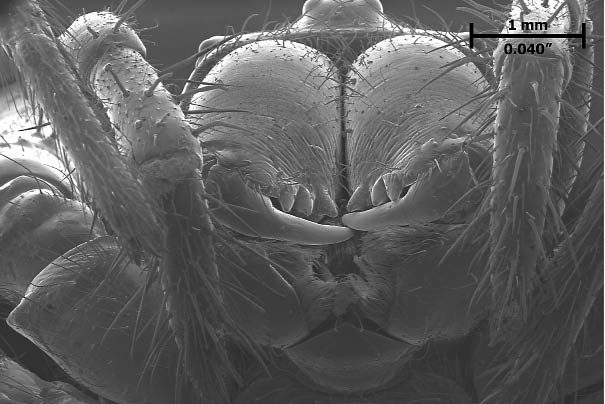
Figure 7: Mouth of a spider from Reynoldsville, Pa. The spider’s smaller teeth are about the size of a 60-mesh grit.
Courtesy of Winterthur
Figure 8: A coated superabrasive grit is held in the bond material of a grinding wheel. The coating envelopes the grit, allowing the bond material to hold it firmly in place. During grinding or “sticking,” the soft coating is stripped from the top area of the grit, exposing the hard superabrasive.
Courtesy of Jeffrey Badger
Figure 9: A HSS cutting tap after flute and gun-nose grinding. The gun-nose surface on the left was ground with a 280-mesh aluminum-oxide grinding wheel and the one on the right with a 120-mesh Al203 wheel. There are several other ways to improve surface finish: finer dressing, lower feed rates and faster wheel speeds. All have a negative side effect, such as greater heat generation (leading to longer cycle times) and greater risk of chatter. The best approach is to use a smaller grit, which usually has only one negative side effect: increased wheel wear.
Courtesy of Jeffrey Badger
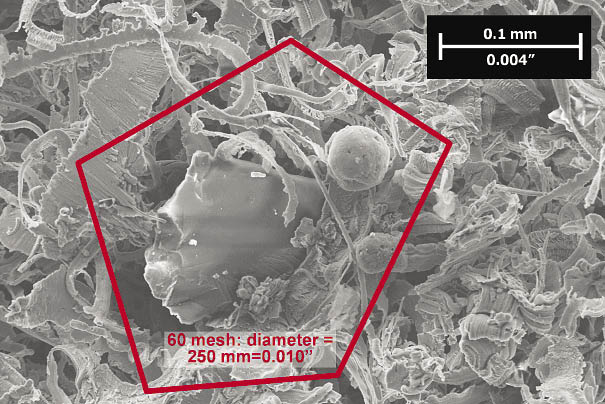
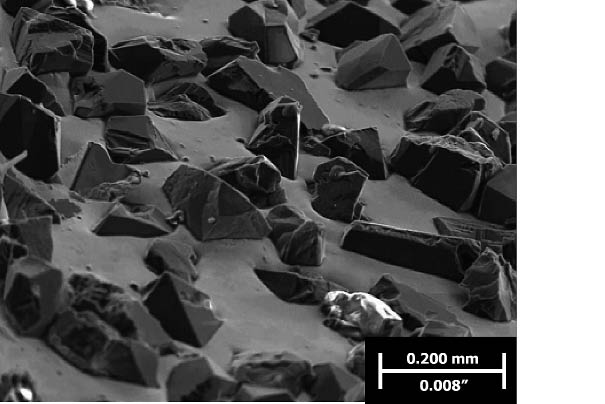
Figure 10: Grinding swarf generated from grinding hardened steel with a 60-grit Al203 wheel. Notice the chunk of Al203 grit contained in the swarf. A 60-grit has a diameter of around 0.250mm (0.010 "), shown in red. The chunk in the swarf is much smaller, meaning the grit fractured during grinding. This wheel contained white Al203, a friable grit that is more prone to fracture than tougher varieties of Al203, such as brown and pink Al203.
Courtesy of Jeffrey Badger
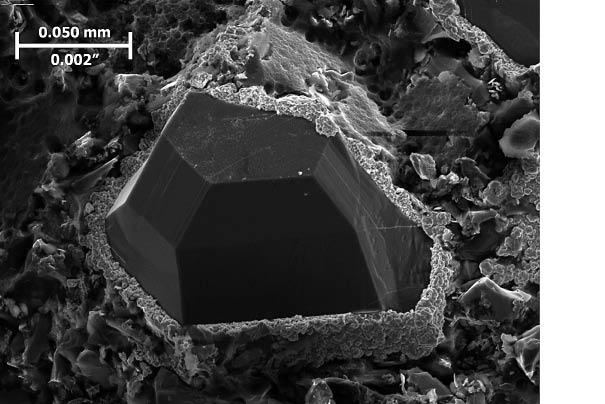
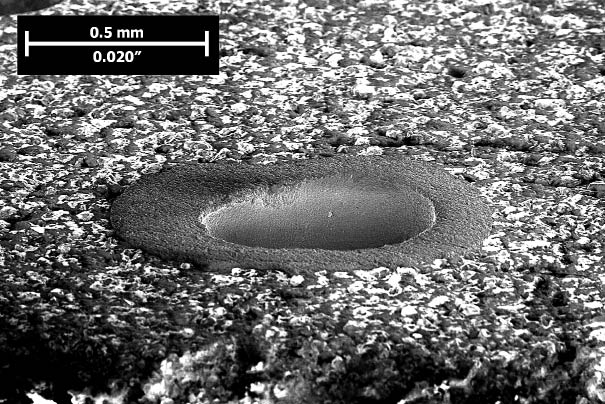
Figure 11: A pore in an induced-porosity diamond wheel for grinding tungsten carbide. The 0.5mm-dia. pore is much larger than the grits in the wheel. The idea is to improve coolant flow in an otherwise nonporous wheel. However, this porosity is noncontiguous, meaning coolant cannot flow from pore to pore. Noncontiguous porosity, especially when it comes in large pores with large spacing between pores, is not as effective as contiguous porosity.
Courtesy of Winterthur
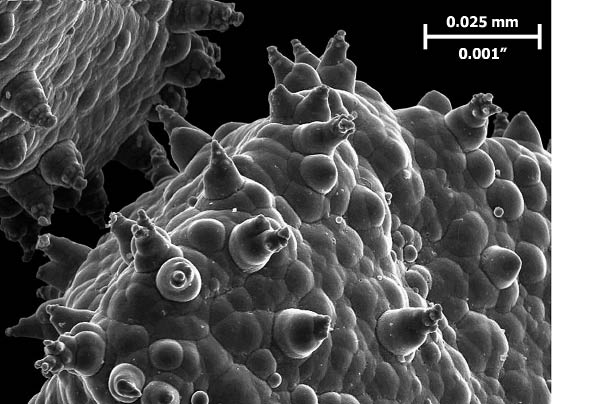
Figure 12: A coated, 140-mesh CBN grit. Because resin bond does not adhere well to CBN and diamond abrasives, the abrasives are coated. The bond adheres to the coating and the coating adheres to the grit. Coatings that have more surface area are held more firmly within the bond material. Therefore, all types of unusual coatings are developed to increase the surface area.
Courtesy of Jeffrey Badger
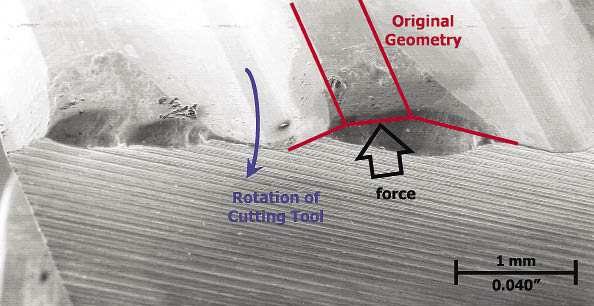
Figure 13: This worn cutting tool fractured during use because of the large scratches from grinding. The figure shows the original, unfractured geometry, the direction of rotation and the direction of the force acting on the cutting edge during the cutting process. The forces were acting in a direction that caused the grinding scratches to “open up” during use, causing fracture.
Courtesy of Jeffrey Badger
Figure 14: A new, 120-grit electroplated CBN wheel. CBN grits impart a rougher surface than the same grit size in an Al203 wheel because they are sharper. Electroplated wheels, because they are not dressed and therefore have a lower cutting-point density, produce a rougher surface than the same grit size in a dressed wheel. Therefore, this 120-grit electroplated wheel will produce a relatively rough surface finish.
Courtesy of Jeffrey Badger
Figure 15: As noted in Figure 2, a burr is caused by plowing material in front of the grit. Grinding operations with sharper grits, deeper grit penetration and—usually—smaller grits generate less burr formation. In ductile materials, such as aluminum, soft steel, hardened steel and nickel-base alloys, burr formation can never be “eliminated”—it can only be reduced.
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- broach
broach
Tapered tool, with a series of teeth of increasing length, that is pushed or pulled into a workpiece, successively removing small amounts of metal to enlarge a hole, slot or other opening to final size.
- burr
burr
Stringy portions of material formed on workpiece edges during machining. Often sharp. Can be removed with hand files, abrasive wheels or belts, wire wheels, abrasive-fiber brushes, waterjet equipment or other methods.
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cubic boron nitride ( CBN)
cubic boron nitride ( CBN)
Crystal manufactured from boron nitride under high pressure and temperature. Used to cut hard-to-machine ferrous and nickel-base materials up to 70 HRC. Second hardest material after diamond. See superabrasive tools.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- fatigue
fatigue
Phenomenon leading to fracture under repeated or fluctuating stresses having a maximum value less than the tensile strength of the material. Fatigue fractures are progressive, beginning as minute cracks that grow under the action of the fluctuating stress.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- grit size
grit size
Specified size of the abrasive particles in grinding wheels and other abrasive tools. Determines metal-removal capability and quality of finish.
- high-speed steels ( HSS)
high-speed steels ( HSS)
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.
- plastic deformation
plastic deformation
Permanent (inelastic) distortion of metals under applied stresses that strain the material beyond its elastic limit.
- swarf
swarf
Metal fines and grinding wheel particles generated during grinding.
- tap
tap
Cylindrical tool that cuts internal threads and has flutes to remove chips and carry tapping fluid to the point of cut. Normally used on a drill press or tapping machine but also may be operated manually. See tapping.
- tungsten carbide ( WC)
tungsten carbide ( WC)
Intermetallic compound consisting of equal parts, by atomic weight, of tungsten and carbon. Sometimes tungsten carbide is used in reference to the cemented tungsten carbide material with cobalt added and/or with titanium carbide or tantalum carbide added. Thus, the tungsten carbide may be used to refer to pure tungsten carbide as well as co-bonded tungsten carbide, which may or may not contain added titanium carbide and/or tantalum carbide.
Author

Jeffrey A. Badger, Ph.D., is an independent grinding expert. He will be giving his 3-day High Intensity Grinding Course from Sept. 26-28 in Columbia, S.C., hosted by S.L. Munson. Visit www.thegrindingdoc.com for details. He can be reached by phone at 512-934-1857 or via email at [email protected].
