Going deep with holemaking: Drilling Performance
The Shop Technology column looks at the significant advances in deep-hole drilling in the October 2014 issue of Cutting Tool Engineering magazine.
Holemaking has significantly advanced in the last 15 years. High-performance drills, when paired with capable machine tools, can eliminate reaming and boring. For example, improved tip geometries provide penetration rates that are almost unbelievable compared to previous standards, and coating improvements significantly extend tool life.
All things considered, however, the most significant advances have been in deep-hole drilling. There is no official definition for deep-hole drilling, but most drill manufacturers consider any hole 15 diameters deep or more to be a “deep hole.” The definition also includes making the hole in one pass with no external support for the drill.
Courtesy of All images: C. Tate
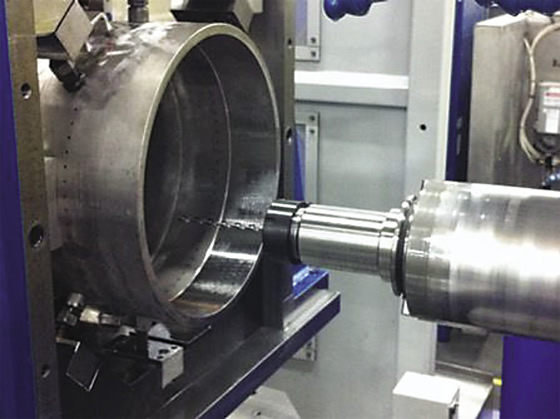
A 6mm (0.236 “) drill produces a hole 20 diameters deep on a horizontal boring mill. Mitsubishi Hitachi Power Systems Americas typically performs deep-hole drilling in the horizontal position to aid chip evacuation.
Uniform nomenclature describes these long drills. Because drill length is specified as a function of the diameter, it is common to see the drill length called out as 15D, 20D and so on. For example, 20D means the drill can produce a hole 20 diameters deep. Therefore, a ½ “-dia., 20D drill can produce a 10 “-deep hole.
Making these holes is a challenge, because long drills tend to “walk,” or drift, from the intended direction, resulting in off-center holes. In addition, chips can get packed in the hole, leading to drill breakage, and drilling speeds can be slow.
New drill geometries and drilling techniques can combat most of these problems and allow machinists and engineers to perform operations that might otherwise require a secondary process on a separate piece of equipment. To prevent walking, drills are made to be self-supporting so the flutes fit closely inside the hole. This allows the hole walls to support the drill, similar to a drill bushing. The tools are also ground so that the drill diameter tapers towards the shank. This slight taper ensures only the point end of the drill contacts the part, preventing the drill from binding.
Machine tool advancements have also enhanced deep-hole drilling. Through-spindle coolant is probably the most significant. When making a hole that is 15, 20 or sometimes 50 diameters deep, chip evacuation is the primary concern. Even when drilling shallow holes, it is common to use a peck cycle or withdraw the drill from the hole to expel chips.

Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion