Dear Doc: I’m getting a bizarre type of chatter marks on a workpiece, sort of spiral-shaped but sort of choppy. There’s a pattern that creates an angle. But if I slightly change the wheel rpm, that angle will change. Any idea what this is?
The Doc Replies: Chatter is the most maddening subject of not only grinding but machining in general. That is because there are hundreds of potential causes. Even Frederick Winslow Taylor (1856-1915), the father of production engineering, said, “Chatter is the most obscure and delicate of all problems facing the machinist.”
It sounds to me like you’re experiencing “fish-scale chatter,” which can occur in stationary dressing (single point, cluster, blade) or traverse diamond disc dressing. (It doesn’t typically occur in plunge-roll dressing.)
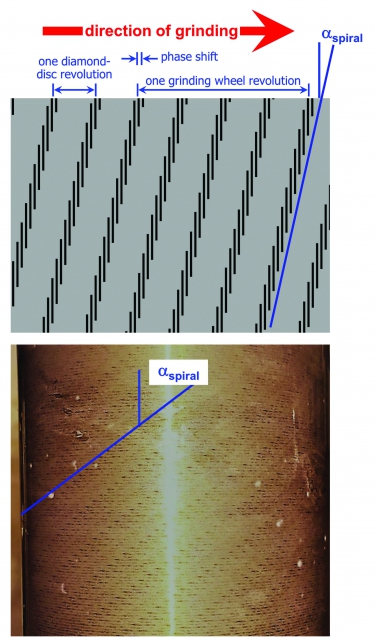
Theoretical fish-scale chatter pattern (top) and actual fish-scale chatter
on a round workpiece (bottom). Image courtesy of J. Badger
Fish-scale chatter occurs when the traversing diamond makes intermittent contact with the grinding wheel, generating high points on the wheel. The most common cause that I see in production is when using a diamond dressing disc with excessive runout. If the disc is running at 12,000 rpm and the wheel at 2,900 rpm, every time the wheel makes one revolution, the roll makes 4.14 revolutions. That leaves four high points on the wheel.
But here’s where it gets tricky. That 0.14 portion of the 4.14 means that the next time the wheel makes a revolution, the runout on the disc hits slightly downstream on the wheel, creating a “phase shift.” As you move down the width of the wheel, you still have about four high points per revolution, but those high points are shifted circumferentially. And this creates that strange fish-scale pattern. Change the wheel rpm to 2,800, and the ratio is 12,000/2,950, or 4.068. Now the phase shift is smaller, and the slope of the diagonal pattern (αspiral in the figure), which also depends on the ratio of wheel surface speed to workpiece surface speed when grinding, will be less.
If you didn’t get all that, don’t worry. It took me a while to get my head around fish-scale chatter. The important point is the solution, which is to fix that intermittent contact. If your diamond disc has runout, fix it. If your stationary diamond is loose and bouncing during dressing, stiffen it.
Related Glossary Terms
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
Author

Jeffrey A. Badger, Ph.D., is an independent grinding expert. He will be giving his 3-day High Intensity Grinding Course from Sept. 26-28 in Columbia, S.C., hosted by S.L. Munson. Visit www.thegrindingdoc.com for details. He can be reached by phone at 512-934-1857 or via email at [email protected].
