For many unique operations at machine shops, custom grippers are the only solution. But implementing them isn’t as easy as simply buying and installing a piece of machinery. There’s a certain level of nuance. Creating custom grippers entails a wide range of considerations and plenty of best practices to abide by.
Some gripper-makers sell standard grippers, and some build one-off solutions for each client. Schunk Intec Inc. in Morrisville, North Carolina, does both. The company specializes in clamping and gripping technologies and has a machining group and an automation group. The machining team makes toolholders, lathe chucks and vises. The automation side focuses on custom grippers that attach to the end of robotic arms.
Catalog parts are used as the exoskeleton for Schunk Intec’s system. Within that, a lot of customization is done for clients.
Some shops might consider buying strictly off-the-shelf components to handle parts.
“While the gripper itself may be a standard catalog item,” said Business Development Manager R.J. Ruberti, “it usually requires a set of custom-designed fingers to match the part.”
For that reason, he implores shops to “work with a company that understands the intricacies of the application.”
By Design
Ruberti said there are potential pitfalls when designing custom grippers. These complications can be designed around but only if the gripper-maker has enough knowledge and experience in the space. This is because the process of designing grippers is very difficult.

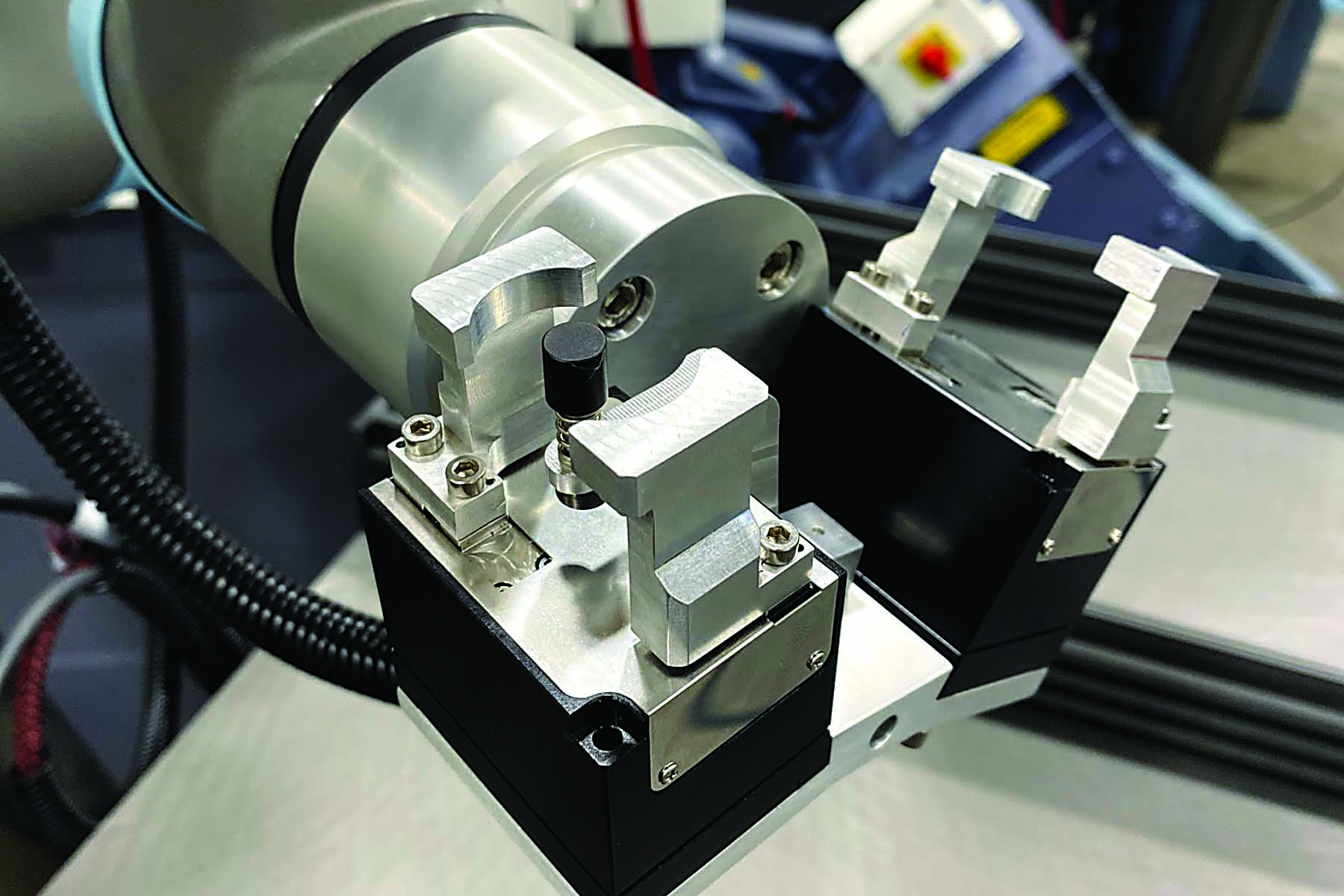
A standard Flex Grip Tool connects two work-handling arms. Image courtesy of Schunk Intec
The method of manufacturing grippers varies from client to client. The usual starting point is to gather information about the operations and needs of a customer before forming a comprehensive 3D model of the existing arrangements. From there, gripping solutions are proposed, feedback is sought from the client, and a consensus is reached.
Although a gripper-maker relies on its industry-specific knowledge and experience, it can’t complete a project without client input. Personalized solutions necessitate an understanding of customer needs. The only way for that to happen is through communication with a client about constraints, wants and requirements.
For machinists to get the best results, they should know their processes and come prepared. Ruberti recommends understanding the parameters, metrics and information about an operation before reaching out to a custom gripper company. While the company might be an authority on the subject, the company won’t know client operations until they’re discussed, and the final product will be highly customized.
If a shop provides sufficient insight upfront, the final product should integrate smoothly. The overall turnaround time also will be much quicker, effectively saving time and money for the shop. When a customer doesn’t know things like the weight and the range of sizes of the materials in a process, the customer can get a gripping solution that simply doesn’t work.
Options
Although grippers might use standard parts, most are viable for only certain weights, sizes, orientations, positions and so forth. There is no one-size-fits-all solution for handling materials.
In addition to knowing the physical parameters, Ruberti urges machinists to think about the contamination that grippers might come into contact with. While coolant and chips might not mean much to a
machinist, their presence could completely change the design for a custom gripper.
It’s always better to give more information in this scenario. Overloading a gripper designer with operation-specific details is never a bad idea. He or she can sift through them to find the needed answers.
For shops that have a wide range of parts that must be handled, Ruberti suggests starting small and rolling out solutions slowly. He said it’s best to focus on high-volume parts that are sized similarly.
Opting for several customized grippers at once might be a budget-blowing decision because they can become expensive in no time.
Fast Results
Shops that want something that is quick and easy can go through most of the process on their own using online resources from Fraser, Michigan-based Fairlane Products Inc., a manufacturer of gripping, workholding and positioning components for fixturing, CNC operations, machine elements and automation applications. The company offers a wide range of standard gripper parts and has an in-house engineering team with offices worldwide.
An example is shown of off-the-shelf components connected via customization. Image courtesy of Fairlane Products
Shops may choose from a selection of off-the-shelf items on Fairlane Products’ website or reach out to the company for operation-specific, customized grippers. Online brochures include important specifications to help machinists pick the right tools, and Fairlane Products’ engineers can fill in gaps from there.
“If further customization is needed,” said Nick Jenks, engineering business development manager, “the finger can be easily configured to your specifications in our free online design tool at gripshape.com, which allows users to simply select which module they have. And the application automatically generates a pair of fingers they can customize in real time.”
He urges machinists to consider using this application to speed up the process and get results quicker. The use of online tools is one of many improvements that the industry has seen in recent years as custom gripper-makers have looked to deliver solutions at lower prices, with faster turnarounds and with improved accuracy.
Another tactic used to achieve these goals is 3D modeling. In terms of initial conceptualization, nothing works quite as well. Custom gripper experts said 3D modeling has quickly become a best practice. Fairlane Products typically models the environment and gathers all data related to a gripper module, such as stroke per jaw, payload, gripping force and jaw dimensions, Jenks said.
Ruberti said robotics has improved the customization of grippers.
“The evolution of collaborative robots has changed the industry,” he said. “It allows small companies to integrate a robotic system themselves.”
While improving many facets of a shop, this also introduces challenges for mechanical designers.
There are often situations in which two robots are used together: one to load a workpiece and one to unload it. Ruberti said these scenarios require custom adapter plates. To better serve the industry, Schunk Intec developed a line of modular gripping systems called Flex Grip Tools, which allow machinists to assemble tools at the end of a robotic arm using just an Allen wrench.
Understanding the uniqueness of custom grippers is the first step for a machinist to get the best solution for material handling needs. Armed with information about shop processes and with a gripper company in their corner, machinists can obtain superior outcomes for operations.
Contact Details

Contact Details
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- payload ( workload)
payload ( workload)
Maximum load that the robot can handle safely.
- robotics
robotics
Discipline involving self-actuating and self-operating devices. Robots frequently imitate human capabilities, including the ability to manipulate physical objects while evaluating and reacting appropriately to various stimuli. See industrial robot; robot.
Author

Connor Benedict is a freelance writer and a mechanical engineer with machining experience in Mount Arlington, New Jersey. Contact him at [email protected].
Contributors
Fairlane Products Inc.
800-548-2935
www.fairlaneproducts.com
Schunk Intec Inc.
919-572-2705
www.schunk.com
