Flat stones for fine finishing
Abrasive stones commonly found in machine shops are fine for run-of-the-mill deburring and abrading, but absolutely not suitable for precision stoning. For that, you need a pair of carefully prepared, precision-ground flat stones.
The abrasive stones commonly found in machine shops are fine for run-of-the-mill deburring and abrading. However, they are completely unsuitable for precision stoning. To perform proper precision stoning, you need a pair of carefully prepared, precision-ground flat stones.
A common application for precision flat stones is stoning the part and the magnetic chuck of a surface grinder just prior to mounting the part (Figure 1). They are also used for removing small nicks and bruises from machine tool tables and accessories like parallels and vise jaws. In addition, flat stones can be carefully applied to detect and remove burrs and dings from male tapers, such as the ones on toolholders and spindles.
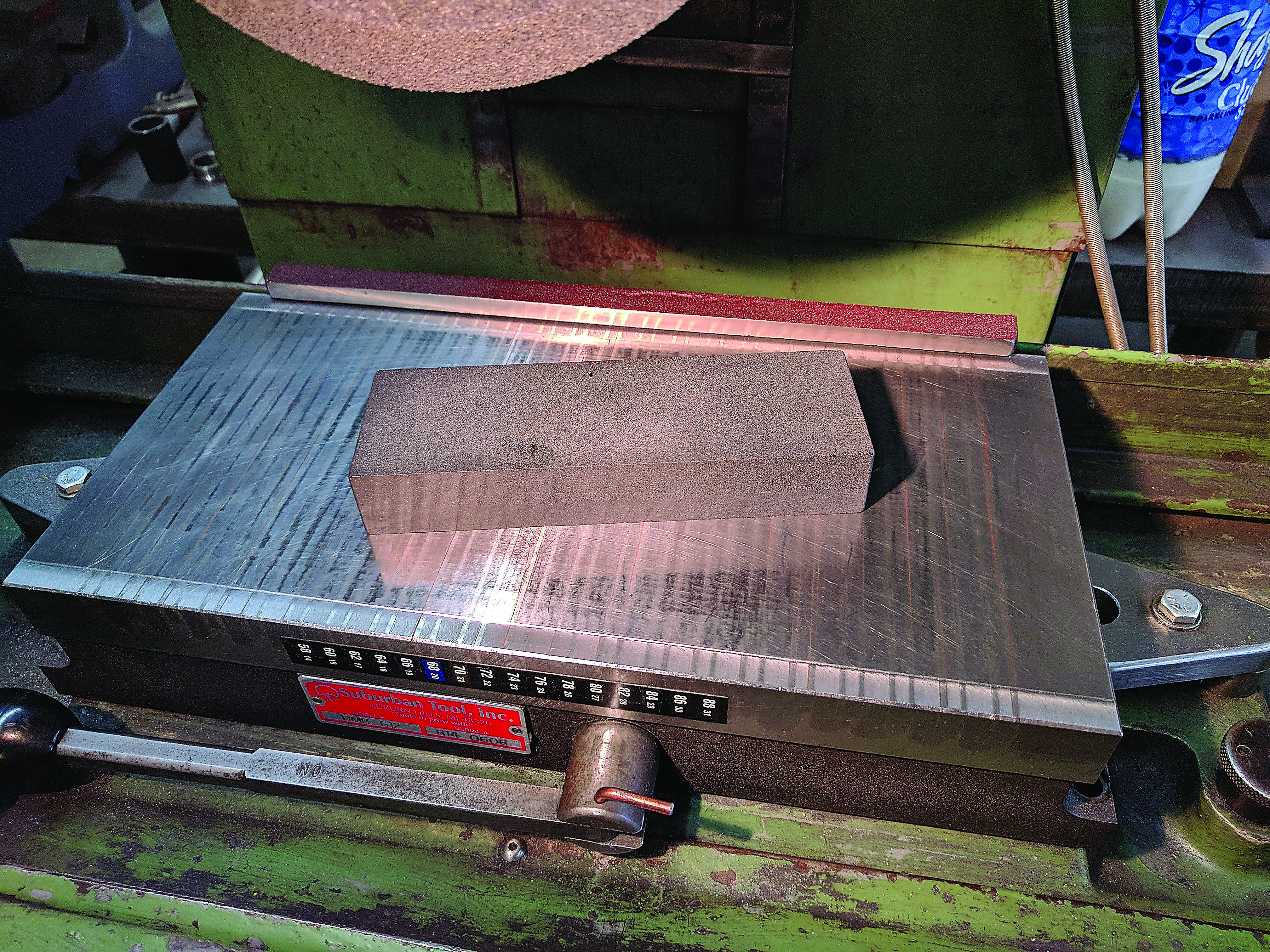
Figure 1. A common application for precision flat stones is stoning the magnetic chuck of a surface grinder just prior to mounting the part. Image courtesy of All images: T. Lipton.
Always used in pairs, flat stones have one or more of their large surfaces precision-ground flat and parallel on a surface grinder with a diamond wheel (Figure 2). Typically, one or more of the long perpendicular sides are also ground so the stones can deburr up to a shoulder. Some stones have a small step that allows stoning all the way to an edge or grinding relief. These truly precision tools have more in common with gage block stones than they do with abrasive stones, except flat stones cut more aggressively than gage block stones.
Common shop-grade aluminum-oxide stones are not particularly flat. I measured some new stones out of curiosity, and the typical flatness was 0.004″ (0.10mm) to 0.006″ (0.15mm). Flat stones are ground or lapped flat to less than 0.0001″ (0.0025mm). This makes them suitable for use on highly accurate flat work. A more accurate description might be flat lapping stone.
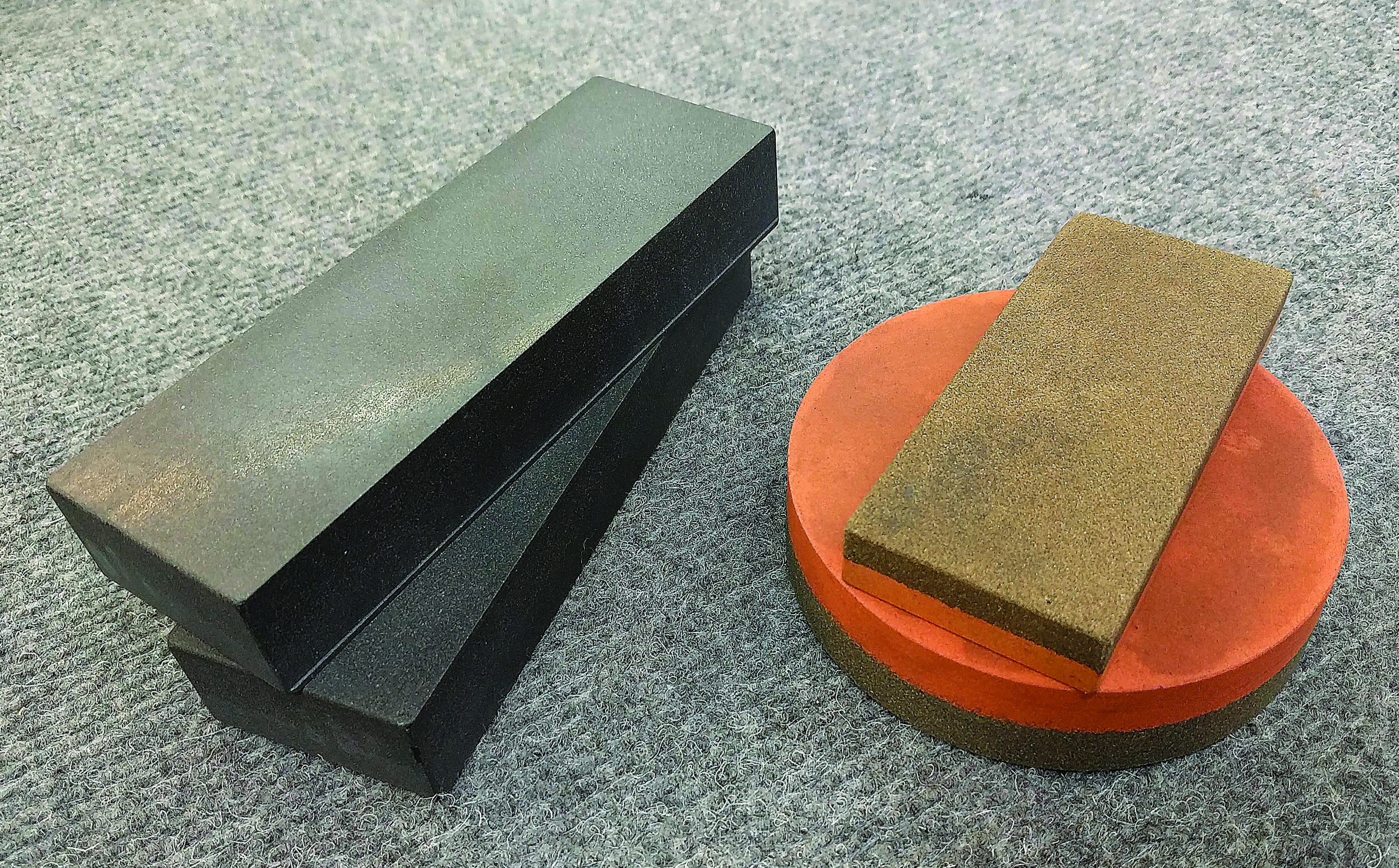
Figure 2. Flat stones have one or more of their large surfaces precision-ground flat and parallel on a surface grinder with a diamond wheel.
Used like a ding-and-bump detector, flat stones do not remove base material, just material that protrudes above the workpiece surface. The porous structure of the abrasive allows tiny projections to be captured inside the pores and be sheared flush with the surface. Flat stones will not cut on a smooth surface but glide over it until they encounter projections—what I call “upstickers.” Flat stones are excellent diagnostic tools for finding surface anomalies.
To properly use flat stones, prepare the workpiece surface by first getting rid of large burrs or projections. Depending on their size and the workpiece material, you can apply a fine flat file or normal abrasive stone to knock down the main part of a large projection.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion