Finding the grinding sweet spot
The sweet spot is where the grits in a grinding wheel optimally penetrate the workpiece to form a chip -- not too deep and not too shallow.
Dear Doc: I keep hearing the phrase “grinding sweet spot.” What is it and how do I find it?
The Doc Replies: The sweet spot is where the grits in a grinding wheel optimally penetrate the workpiece to form a chip—not too deep and not too shallow. It’s analogous to chip load or chip thickness in milling.
When the grits don’t penetrate deep enough to form a chip (see Region I in the figure), they just rub and generate heat. When grit penetration is too deep (Region III), a chip forms but the grits get ripped from the bond material, causing high wheel wear. When the grits penetrate just deep enough to form a chip (Region II), that’s the sweet spot.
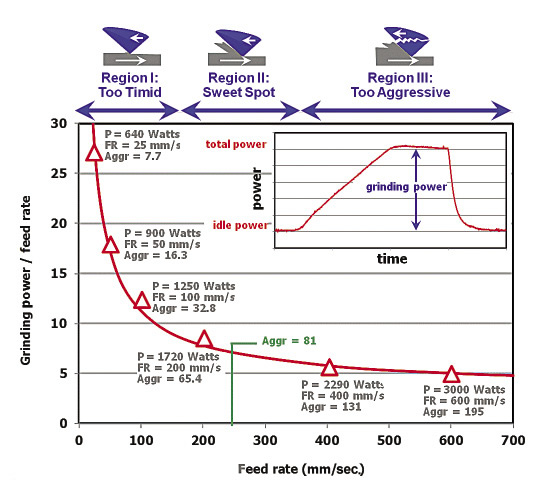
Courtesy of J. Badger
When grinding parts in large batch sizes, operators are pretty good at tweaking speeds and feeds to find the sweet spot. But what if you want to find it quickly? First, get a power meter, ideally one like my Grindometer that outputs true power in watts or horsepower. An alternative is to use the ammeter or load meter on the machine. That’s not as accurate, but will usually get you in the ballpark.
Second, run a few parts at the standard feed rate and measure the power. Remember, you want the grinding power, so you must subtract the power required just to keep the wheel idling. Third, run a few parts at increasingly faster feeds, then at increasingly slower feeds.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion