Evolving toward digital: Turning Performance
Boring tools with a digital readout aren't the standard in U.S. shops, but their use is growing.
Boring tools with a digital readout aren’t the standard in U.S. shops, but their use is growing.
Think about the number of digital equipment interfaces and interactions an operator has when machining.
Machine operators use keypads and computers to run tooling programs and measure parts with digital gages and coordinate measuring machines. By definition, CAD/CAM work is accomplished digitally. Machine tool controls have digital displays. On most tool presetters—even simple ones without a vision system—the readout is digital. Bore gages are digital, whether it’s an air gage or a three-point-contact gage. There are still a few old-timers who trot out ID micrometers once in awhile, but most measurement devices are digital for speed and accuracy.
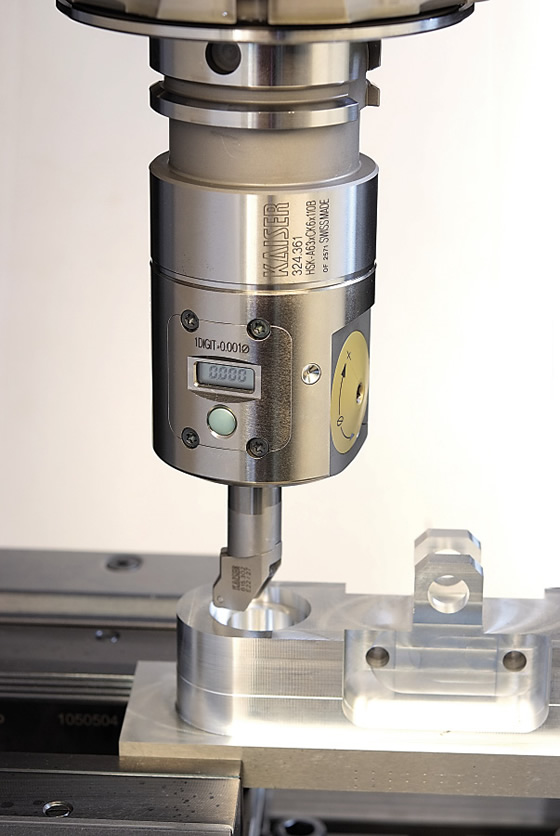
Courtesy of All images: BIG Kaiser Precision Tooling
Kaiser’s new Series 112 EWD 2-54 precision-finish boring head has a built-in digital display that allows operators to make adjustments on the fly. The digital unit uses accessories from the Kaiser EWN 2-50XL Series, accommodates through-coolant and can be operated at a maximum spindle speed of 20,000 rpm.
Digital has become the common language in metalworking and machining. The primary advantage of digital is its precision. There’s nothing subjective about a numerical reading. And this advantage has made its way to the boring head, where it is has been established technology for 10 years but is still far from being universally used.
As such, digital boring heads bridge the technology gap between digital measuring technology and existing tooling systems by adding a digital readout (DRO) to clearly show incremental diameter changes. So when an operator measures a bore and finds it undersized by 0.0004 ” on the DRO of his measurement device, he simply has to zero the boring headreadout and adjust the diameter until the digital display reads “+0.0004 “.”
For the tightest-tolerance operations, one comparative drawback with analog systems is the frequency of human error—especially when the dial divisions are 0.0005 ” on diameter. In addition, vernier markings complicate the adjustment procedure when it is necessary to split the divisions even finer. At that point, operators aren’t just moving from one division to another; they are forced to keep track of two different sets of markings to make fine adjustments, which can be confusing.
Of course, an operator could misread the number of zeros on a digital boring head, turning 0.0005 ” into 0.005 “. But that error happens less frequently than an error caused when adjusting to a dial marking on a head that doesn’t have a DRO.
Still Kicking
Analog readout technology isn’t dead because it’s still highly effective for the majority of low- to medium-level tolerance operations. Few shops have yet to make the switch to digital boring across the board, and it will be a long time before more do so on a regular basis. Digital boring heads cost 60 to 80 percent more than their analog counterparts.
That said, as old boring heads need replacement and more operators become accustomed to the advantages of digital boring adjustments, there eventually will be a turning point in some operations where it makes sense to go all digital. This change won’t happen just because it’s the direction of the industry.
Digital Advantages
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion