Wire electrical discharge machining has been around for decades and is still championed for its ability to remove minute amounts of material from hard metals. It works by generating an electric arc—a spark—that travels in a dielectric fluid between the electrode wire and a workpiece, eroding the latter without physically contacting it and, therefore, avoiding stress or distortion.
For years, competition in the wire EDM world revolved around just how small and fine the process could go in terms of part detail and surface finish. According to Ken Baeszler, product manager at GF Machining Solutions LLC, Lincolnshire, Ill., wire EDM is comfortably used to machine part features as small as 0.01mm (0.0004"), with surface roughness requirements finer than 0.1µm Ra, and can meet tolerances tighter than ±0.0001" (±2.5µm).
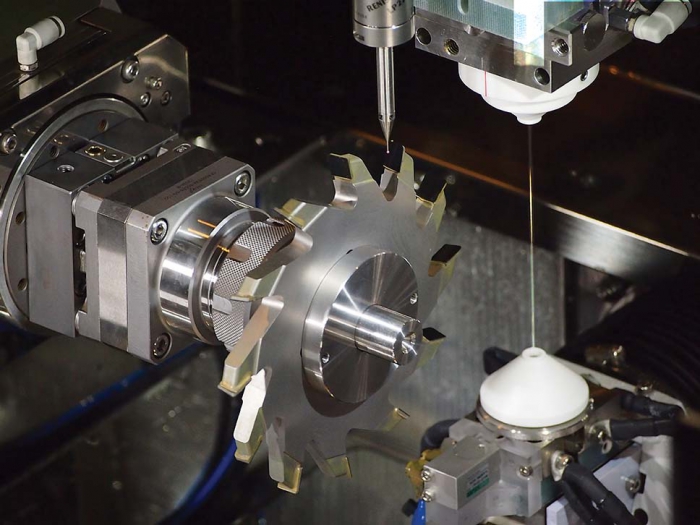
Toolmakers have embraced wire EDM for cutting PCD to make inserts. The EDM wire, a rotary table and a Renishaw probe
used to locate the surface of each PCD tip are shown inside a FANUC EDM. Image courtesy of Methods Machine Tools.
That capability is shared by most wire EDMs, and experts don’t expect features to get much smaller than that. That particular race is apparently over.
Cutting speeds have also topped out at around 25 sq. in./hr. (635 sq. mm/hr.) in 2" (50.8mm) of material, said Steve Bond, national sales manager for Methods Machine Tools Inc., Sudbury, Mass. “In the mid-1980s through the mid-1990s, we used to see jumps of 5- to 10-sq.-in. an hour faster, but the speeds have really plateaued.”
While wire EDMs are not identical, there’s a level playing field, according to Tony Tyll, vice president of operations for Belmont Equipment & Technologies, Madison Heights, Mich., which sells wire EDM peripherals but not the machines themselves and, therefore, has no dog in the fight. “The machine makers have all advanced really quickly over the past several years,” he said. “Within a customer’s application-specific need, one may have an edge over another, but by and large there are a lot of good options out there.”
Ease of use
The major wire EDM builders are still in competition, of course, but on other playing fields. One is ease of use. Brian Pfluger, EDM product line manager for Makino, Mason, Ohio, believes that one reason end users have shown more acceptance of wire EDM in recent years is because all builders have strived to remove its stigma of being a “black art” that takes specialized, hard-to-come-by knowledge to do effectively. Makino and its competitors have adopted a more Windows-based architecture for their controls to make them more like a standard computer or smartphone interface, he said.
With Makino’s Hyper-i EDM control, for example, activities like programming are performed as they would be on a vertical machining center control. “You’re able to take an operator who knows milling and train him and transition him to run a wire EDM quickly,” Pfluger said.
Like the smartphone its interface resembles, the Hyper-i control can have numerous apps to assist the operator with challenging tasks. One example is E-Tech Doctor, which assists in making precise modifications to cutting conditions using a conversational interface. Based upon operator inputs, the machine automatically outputs a corrective setting without the operator needing expert-level knowledge of the many E-code element settings.
“The E-Tech Doctor helps an operator to improve surface finish, part straightness and corner accuracy,” Pfluger said.
Making controls that are easier to use and maintain is a “megatrend” in the industry, Pfluger added, explaining that it is widely recognized that the incoming generation of operators is likely to have less knowledge and experience than the preceding generation.
Automating the process
Another trend in wire EDM is automation. According to Methods’ Bond, “Wire EDM has gotten to be so reliable that you can stage workpieces, put a robot on it, and let the machine cut untended overnight or over a weekend.”
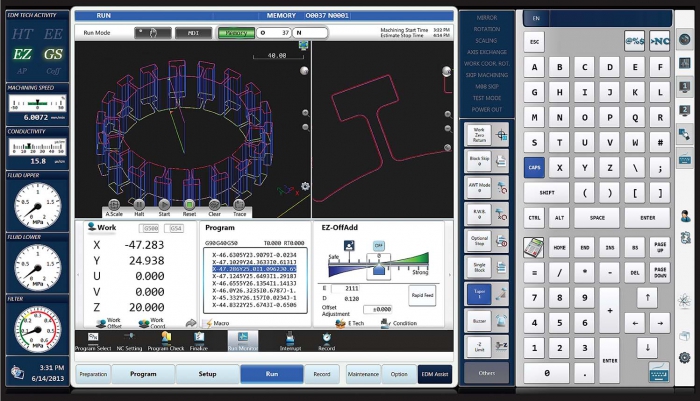
Makino’s Hyper-i interface is designed to be as easy to use as a modern milling
machine control—if not a smartphone. Image courtesy of Makino.
That would have been unthinkable back in those earlier “dark-art” days, but now the many variables that can complicate the process are better understood and managed. Bond offered an example in the form of a slug, or core—the ruminate piece of material that is removed from the workpiece during machining. If the machine is left untended, a core can drop and become wedged between the workpiece and the lower guide, possibly damaging both.
At IMTS 2016, FANUC America Corp. introduced Core-Stitch, which can eliminate that danger, Bond said. Using this function during roughing, as the EDM wire cuts the workpiece, brass is redeposited into parts of the gap where the slug has formed. Before the slug can fall, the brass solidifies, acting as a stitch across the gap that holds the core in place. The machine knows how many of these 0.005"- to 0.05"-long × 0.01"-deep (0.127mm to 1.27mm × 0.254mm) stitches are made in the gap, and, after roughing, the cores and stitches are easily removed with the tap of a hammer, Bond said. “You can see a small staining where the stitch was on the workpiece, but that’s it. And the first skim pass after the rough cut removes even that.”
Threading and conserving wire
An innovation like Core-Stitch is only possible because of improvements in threading wire, Bond noted. Before, if a wire broke, the machine would have to cut the wire, move back to the starting point, dry-run the wire all the way through the workpiece up to the point where the wire broke and start cutting again. Stitches in the gap would have interfered with that
return trip through the workpiece. With improved threading technology, the wire can be rethreaded where it broke without having to repeat the movement through the workpiece up to where the wire broke.
“So, you could continue machining, leaving those core-stitches intact,” Bond said.
Another threading-related aid to untended operation is automatic wire changing. According to Baeszler, the system available on GF’s CUT 2000 X EDM enables the machine to rough and finish, using a different wire for each operation, in a single setup. Transitions between the two different wires is completely automatic, and the wires can each be made of a different material and have a different diameter.
So, for example, a shop could rough with a less-expensive brass wire and finish with a more costly, higher-performance coated wire. “Using the smaller, coated wire only for the superfinishing operation would allow a shop to potentially reduce wire costs by more than 30 percent,” Baeszler said.
In addition to reducing wire costs, this strategy eliminates the need to set up and align the machine after roughing and before finishing. This dramatically improves cycle times and accuracy, especially when machining small details in taller and thicker parts, he noted.
Wire is the largest consumables expense when running a wire EDMing operation, Pfluger said. He differentiates Makino’s approach from other builders that offer no special “low-wire-consumption” feature or setting on their machines. “Every setting for every material type and every wire size has been designed and built from the ground up for low wire consumption,” he said about Makino’s machines.

The Agie Charmilles Threading Expert is a retractable device driving the EDM wire
from the upper guide to the start-hole upper surface or else directly to the lower guide through
a fine slotted tube. Image courtesy of GF Machining Solutions.
However, you can’t have your cake and eat it too. Simply lowering the wire feed rate can negatively impact accuracy. As the wire travels through the part, it erodes the part material while the wire erodes as well, Pfluger explained. “So the wire is always going to exit the bottom of the part [with a diameter] slightly smaller than with what it entered.”
That can result in unwanted tapering through the part. By slowing the wire, more taper—more error—can occur, which will result in slower and less-accurate skim cuts. “What we have done is lower the wire consumption to a set level, and, based on material thickness, we have a measured rate of what that wire electrode wear is going to be, so we automatically compensate with a slight taper in our [U-V-axes] angle,” Pfluger said.
Spark of intelligence
Many of the approaches listed so far address improved throughput, a constant goal for wire EDM builders and users. As noted, the speed of an EDM itself, from the start to finish of a cut, has plateaued. Where the machine makers are innovating is in speeding up other aspects of the process to, in Bond’s words, “minimize the amount of time the part is in the machine.”
Where it used to take, say, one rough cut followed by three or four “skim” cuts to reach a desired tolerance and surface finish, newer FANUC EDMs can achieve the same levels with just a rough and one or two skims, Bond noted. So while the time it takes to make each pass is the same, the user reduces throughput time by taking fewer cuts.
This is possible, he said, because of “the refinement of the spark.” In other words, the power supply that generates the spark is better controlled and monitored—automatically—to maximize the cutting efficiency of each pass. Traditionally, the amperage of the spark discharge was monitored and adjusted during the cut to maintain a proper spark gap—a comparatively blunt instrument to determine if the discharge is eroding material as effectively as it should. Now, though, with the FANUC digital power supply’s AI Pulse Control 2 technology, the machine gets richer feedback that it can respond to from every spark generated. The system reads the wave form of each spark, compares it to what the system knows it needs to be to remove the expected amount of material, and, if it determines that the material wasn’t removed, the system immediately discharges another spark automatically.
As a result, even though the speed of a pass and smoothness of a finish have plateaued, total throughput continues to improve—and the competition among wire EDM builders continues.

A Belmont Thermo SD wire spool is set up on a FANUC wire EDM.
Image courtesy of Belmont Equipment & Technologies.
Down to the Wire
In speaking of ways that wire EDM technology has advanced, one can’t ignore the EDM wire itself. Belmont Equipment & Technologies’ Tony Tyll discussed the range of diameter and material options available.
Wire diameter is the main criteria, Tyll said, with the most-popular sizes being from 0.008" to 0.012" (0.203mm to 0.305mm). “That’s the sweet spot for most applications,” he said. The decisions that drive the selection are usually geometry-related on the back of the workpiece. Details or smaller radii on the workpiece can dictate the need for a smaller-diameter wire.
The manufacturability challenges of brass wire go up as the diameter decreases, he noted. There are some suppliers that make specialty wire 0.003" and 0.004" (0.076mm to 0.102mm) in diameter.
Belmont also carries specialty wires made of tungsten and molybdenum. In the normal wire EDM process, there’s always a little recast layer, where some of the material from the wire becomes embedded in the workpiece. If a brass wire is used, for instance, and the specs say no trace of copper or zinc can be embedded in the part, a specialty wire would be used.
“These are very application-specific uses—I can’t remember the last time we sold molybdenum wire to a general job shop,” Tyll said, noting that these wires have other capabilities too, like they can be made in some very small diameters. “But they’re more expensive, so you’re not using them unless you have to.”
Wire comes coated or uncoated. Tyll said the most-common type is uncoated brass wire made of a mixture of about 60 to 65 percent copper and 35 to 40 percent zinc. “That’s the major workhorse for most wire EDM tasks.” From a manufacturability standpoint, companies can draw brass wire to fine diameters, which makes it desirable for wire EDM, he noted.
There are a range of coated wires, Tyll noted. Each is designed to offer a competitive advantage regarding performance and surface finish, compared to unadorned wire. “The coating usually allows you to get through more of the part material than an uncoated wire in the same amount of time,” he said.
Brass is a go-to material for wire EDM because of the beneficial electrode properties it shares with its alloying element copper, a popular electrode material for sinker EDM. In that application, though not in wire EDM, copper faces tough competition from graphite as an electrode material.
Kiel Nissel, technical sales engineer at Mersen USA, St. Marys, Pa., which supplies graphite, explained that graphite has several advantages as an electrode material: It is resistant to thermal shock, it is the only material in which its mechanical properties increase with temperature and it is easily machined. Of more interest is that at temperatures around 3,400º C (6,152° F), it doesn’t melt but rather “sublimes”—transitions directly from solid to gas. Also, its density is five times lower than copper.
“Graphite removes material better than copper or copper-tungsten while wearing slower,” Nissel said. “The wear rate tends to diminish as the discharge increases.”
Sinker EDM electrodes are also improving. Mersen’s most recent grade for electrodes is its Ellor DS4 ultrafine graphite, which is made from a processed micrograin particle called “Dark Star.” These particles are smaller than 5µm, which enhances electrode machinability. “That allows for more intricate, finely detailed sinker EDM work, as well as a better surface finish,” Nissel said. “The ultrafine grain also reduces electrode wear.”
Alas, nobody has yet developed a form of graphite that could be drawn into a fine wire. At least not yet.
—M. Anderson
Contact Details
Contact Details

Contact Details
Contact Details

Contact Details
Contact Details

Related Glossary Terms
- alloying element
alloying element
Element added to a metal to change its mechanical and/or physical properties.
- electrical-discharge machining ( EDM)
electrical-discharge machining ( EDM)
Process that vaporizes conductive materials by controlled application of pulsed electrical current that flows between a workpiece and electrode (tool) in a dielectric fluid. Permits machining shapes to tight accuracies without the internal stresses conventional machining often generates. Useful in diemaking.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- machinability
machinability
The relative ease of machining metals and alloys.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- mechanical properties
mechanical properties
Properties of a material that reveal its elastic and inelastic behavior when force is applied, thereby indicating its suitability for mechanical applications; for example, modulus of elasticity, tensile strength, elongation, hardness and fatigue limit.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- polycrystalline diamond ( PCD)
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
- tap
tap
Cylindrical tool that cuts internal threads and has flutes to remove chips and carry tapping fluid to the point of cut. Normally used on a drill press or tapping machine but also may be operated manually. See tapping.
- threading
threading
Process of both external (e.g., thread milling) and internal (e.g., tapping, thread milling) cutting, turning and rolling of threads into particular material. Standardized specifications are available to determine the desired results of the threading process. Numerous thread-series designations are written for specific applications. Threading often is performed on a lathe. Specifications such as thread height are critical in determining the strength of the threads. The material used is taken into consideration in determining the expected results of any particular application for that threaded piece. In external threading, a calculated depth is required as well as a particular angle to the cut. To perform internal threading, the exact diameter to bore the hole is critical before threading. The threads are distinguished from one another by the amount of tolerance and/or allowance that is specified. See turning.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- wire EDM
wire EDM
Process similar to ram electrical-discharge machining except a small-diameter copper or brass wire is used as a traveling electrode. Usually used in conjunction with a CNC and only works when a part is to be cut completely through. A common analogy is wire electrical-discharge machining is like an ultraprecise, electrical, contour-sawing operation.
Author

Michael Anderson, former senior editor at Cutting Tool Engineering magazine, holds a master's degree in written communication from Eastern Michigan University. He has been professionally writing about manufacturing technology since 1998, including more than 10 years at the Society of Manufacturing Engineers.
Contributors
Belmont Equipment & Technologies
(800) 356-4811
www.belmont4edm.com
GF Machining Solutions LLC
(800) 282-1336
www.gfms.com
Makino
(800) 552-3288
www.makino.com
Methods Machine Tools Inc.
(877) MMT-4CNC
www.methodsmachine.com
Mersen USA
(800) 472-3483
www.mersen.com
