EDM automation under control
Electrical discharge machine automation is certainly nothing new, but a machine's control is critical to enabling unattended burning. For example, John Bradford, turnkey and automation applications team manager for Mason, Ohio-headquartered Makino Inc., recalled how he was able to comfortably walk away from a running LeBlond Makino sinker EDM with an eight-station automatic toolchanger that he operated as far back as 1987.
Electrical discharge machine automation is certainly nothing new, but a machine’s control is critical to enabling unattended burning. For example, John Bradford, turnkey and automation applications team manager for Mason, Ohio-headquartered Makino Inc., recalled how he was able to comfortably walk away from a running LeBlond Makino sinker EDM with an eight-station automatic toolchanger that he operated as far back as 1987.
“The technology that facilitated allowing me to run that machine unattended was the machine’s ability to adapt to the spark gap and the stability of the cut,” he said. “From the premise that you have a robust, effective adaptive control system, especially on a sinker EDM, that really is the foundation piece to allow the machine to run without an operator and without any side-assisted flushing. The machine has to be able to take care of itself in an unmanned state.”
Bradford said over more than several decades, the machine tool builder has enhanced EDM automation to store significantly larger quantities of electrodes, increase equipment utilization from between 60% and 70% to upward of 90% and extend lights-out machining.
“Now you’re talking five, six, seven, 10 days of unattended operation,” he said.
Bradford said the most commonly integrated automation platforms are off-the-shelf pallet systems from Erowa Technology Inc. and System 3R USA Inc. to complement Makino’s EDMs.
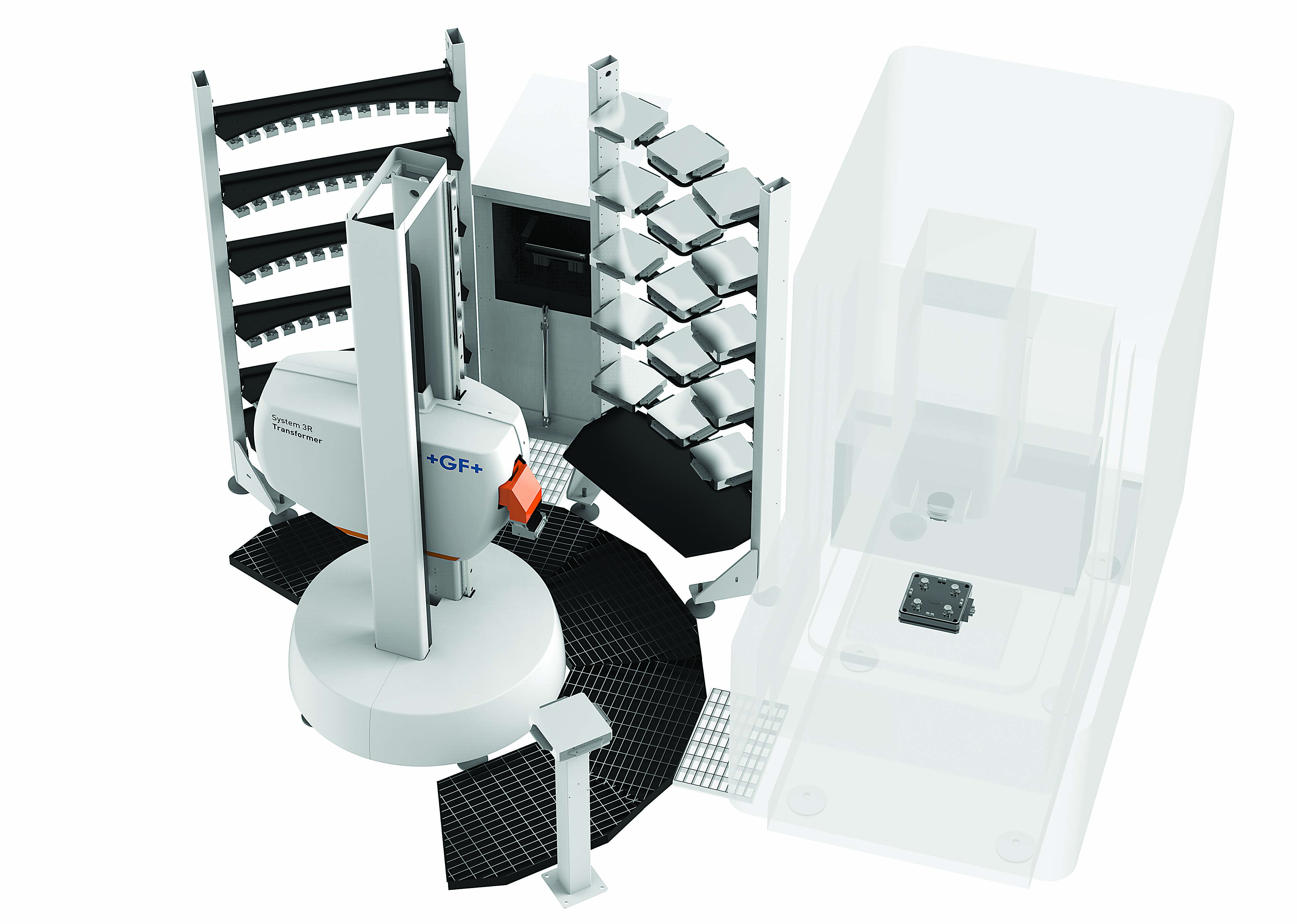
The System 3R Transformer robot, shown above, can connect up to three EDMs. Alternatively, by adding a track for the robot, it can feed up to 12 machines. Image courtesy of GF Machining Solutions
An automatic toolchanger certainly counts as a piece of automation equipment, but the device has become so ubiquitous that end users’ perception changed.
“People don’t consider it automation anymore, but when it started out people thought it was brilliant,” said Dan Zeman, automation product manager for MC Machinery Systems Inc. in Elk Grove Village, Illinois.
However, some also found the technology threatening.
“When I started out in 1985,” Zeman said, “operators were worried about toolchangers.”
Operators of manual sinker EDMs considered it their job to change electrodes and perform all the needed tasks to properly set up and position the machines, he said, adding that burning a cavity sometimes required eight to 10 electrodes. So in addition to developing productivity-boosting automation equipment, machine builders changed the generator design to lower electrode wear and reduce the number needed.
A Slow Go
Because sinker EDMing is not a fast machining process compared with milling or turning, for instance, Zeman said an EDM generally is considered a last resort for production applications. However, he said EDM automation frequently can be found in the tool, die and mold arena.
“If you go to a mold shop,” he said, “you may see a robot between two sinkers or even between a graphite milling center and a sinker EDM. What they’re trying to do in their EDM department is cut out the dead time.”
A sinker EDM’s relatively long unattended burn times typically hinder one from being added to an automation cell with milling machines with shorter cycle times to avoid creating a bottleneck, said Eric Ostini, head of business development for North America at GF Machining Solutions LLC in Lincolnshire, Illinois. Therefore, EDMs are kept in their own automation cell, maybe with a milling machine to produce electrodes, but a separate cell produces the parts.
“So there is no bottleneck going on due to the EDM process,” he said.
Bradford said there are two factors to consider for EDM automation. The first is the size and extent of the part handling system, and the second is the unmanned runtime after a part is set up. For workpieces that measure 508 mm × 508 mm (20″×20″) or larger, it’s uncommon to automate the loading and unloading of those parts.
“When we are in that scenario, what’s most common is the fact that the customer will automate the electrode loading to the spindle chuck but will not automate the loading and unloading of the workpiece,” he said, adding that it is typical to shuttle both smaller workpieces and the electrode in the automation system.
Bradford said a shop also must examine its ratio of setup time relative to the unattended runtime.
“For example,” he said, “if you place a part on a table and the part takes 20 to 30 minutes to set up/locate with (the) machine and then you are able to get 12, 15, 20, 24 hours of unmanned runtime just on that single workpiece, the benefit for the cost in return value by trying to automate the loading and unloading of that workpiece generally does not pan out.”
Down to the Wire
For the three main types of EDMs — sinker, wire and hole popper — Ostini said wire EDMs tend to be added to automation cells more than the others. One reason is that hard die milling has replaced many sinker applications, though a sinker is required to produce some part features, such as a sharp corner, and other applications.

Makino offers a variety of cellular automation for sinker EDMs, such as the Erowa Robot Compact 80, which has a transfer weight capacity of 80 kg (176 lbs.) and can serve one or two machines. Image courtesy of Makino
GF Machining Solutions offers a variety of automation options for wire EDMs, like the Cut P 550 Pro. The company reports that automation options include automatic slug management; automatic slug welding; a WorkPartner 1+, which is a compact robot from System 3R; and a retractable Renishaw touch probe to measure workpiece planarity and position on the machine’s worktable.
With automatic slug management, Ostini said while a lower arm remains stationary, an upper arm places a magnet over the slug and slowly moves down in the z-axis, grabs the slug and drops it into a basket.
“ASM has the ability to remove slugs in a lights-out scenario,” he said. “Of course, the slugs can’t be too small or weigh too much.”
Ideally, a slug would be bigger than 12.7 mm × 12.7 mm (0.5″×0.5″) and weigh no more than 0.32 kg (0.7 lb.).
For heavier slugs, Ostini said GF Machining Solutions offers automatic slug welding to weld a slug in place so it doesn’t fall after a part is cut.
“With that type of automation,” he said, “you could use a robot, which takes the slug-welded part out of the machine and over to a station where a hammer taps out those slugs from the workpiece and then puts it back into the wire EDM to finish each cavity to size.” A related resource on edm setup reduction expands on this point.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
May 2022



