“Everyone’s image of ceramic is a ceramic coffee mug that if you drop it, it shatters,” said Brian Wilshire. “How in the world can you cut metal with it?”
But as technical center manager for Kyocera Precision Tools Inc., Wilshire is quite familiar with the metalcutting capabilities of ceramic composite, as well as cermet, tools. The Hendersonville, N.C.-based toolmaker’s offerings include ceramic and cermet inserts for milling and turning. The types of ceramic tool materials include Al2O3, silicon nitride and silicon aluminum oxynitride (SiAlON).

NTK Cutting Tools USA
Because SiN and SiAlON are relatively tough ceramics, especially at elevated temperatures, tools made of these materials are best-suited for roughing cast iron and heat-resistant superalloys (HRSAs), Wilshire said. “The Al2O3-based ceramics are still pretty brittle, so those are mainly for hard turning with no interruptions or for finishing cast iron.”
According to Steve Howard, marketing and engineering manager for NTK Cutting Tools USA, Wixom, Mich., SiN-based ceramic grades, such as NTK SX6 and SP9, have twice the fracture toughness of alumina-based ceramics. This level of toughness enables turning and milling cast iron at speeds up to 3,000 sfm.
In addition, NTK’s SiAlON grades blend the strength of silicon-nitride ceramic with the heat and wear resistance of alumina oxide, Howard said. “NTK’s five grades, with SX3 being the newest, feature excellent strength and thermal shock resistance under high temperatures, as well as notching resistance, which are ideal characteristics for high-speed machining of heat-resistant alloys common in aerospace, power generation and oil and gas industries.”
NTK’s five grades of black ceramics—alumina with hard carbide added to improve toughness and hardness—have a high-hot hardness and low plasticity to turn steel, chilled or ductile iron rolls and some powdered metals as hard as 62 HRC, Howard said. “Our finest grain structure—ZC4 grade—can perform finishing cuts on steels up to 70 HRC. These ceramics are cost-effective alternatives for applications previously limited to CBNs.”
Like the name implies, cermet combines ceramic elements (such as TiC, TiCN and molybdenum carbide) with metallic binders (such as nickel, as well as molybdenum and cobalt to a lesser degree), Wilshire noted.
Cermet is more brittle than tungsten carbide, so cermet cutting tools are susceptible to chipping and breaking when stressed while taking heavy cuts, he said. As a result, more users consider cermet tools suitable for finishing only at a 0.010" to 0.020" DOC. However, Kyocera has developed cermet tools that can take a 0.060" to 0.080" DOC in “clean” material.
“If you have interruptions or scale, carbide is still going to be the way to go there,” he said.
Technical Developments
Although cermet and ceramic cutting tools have a long history, toolmakers continue to make advancements. One such advancement at Kyocera creates a gradient in cermet material via a combination of techniques employed during the insert pressing and sintering processes, Wilshire said. “We call those ‘hybrid cermets’ because they offer a hard outer layer and more toughness in the center.”
Kyocera also combines tough and hard in ceramic inserts. Wilshire explained that the company is able to produce a honeycomb-shaped grain structure in which the hexagon shape that forms the honeycomb is made of tougher ceramic than the harder central core that it surrounds. If the center part develops a crack, the crack will not propagate beyond the shell and cause the insert to break.

The MC275 Walter Prototyp ceramic milling cutter has a solid-carbide shank. Image courtesy of Walter USA
“It competes with the whisker material,” he said.
Kyocera does not produce inserts made of whisker-reinforced ceramic but, according to Wilshire, offers a second technology to improve the fracture resistance of ceramic similar to one reinforced with SiC crystals. In the company’s newer SiAlON materials, the grain structure is manipulated to cause some of the grains to become needle-shaped, which functions like whiskers. “During the sintering process, the crystals actually grow,” he said. The structure also includes hard particles for wear resistance.
With Reinforcements
Greenleaf Corp., on the other hand, is well-known for its whisker-reinforced ceramics, having introduced the uncoated WG-300 grade in 1985, said Jan Andersson, global director of the TechTeam and marketing for the Saegertown, Pa., toolmaker. Greenleaf later introduced the WG-600 coated whisker-reinforced ceramic followed by the WG-700, which has a different substrate and a nanostructured coating.
“There are a lot of applications where whisker-reinforced ceramics are still—by far—the best solution,” Andersson said.
A more recent development from Greenleaf is its XYSTIN-1 phase-toughened ceramic. It is a thermally stable, whisker- and particulate-toughened SiN with almost twice the strength of any other commercially available ceramic tool from Greenleaf, the company reports.
In theory, all ceramic tools remove metal by raising the temperature in the cutting zone to a level that causes the material to plasticize, which makes it easier to machine, Andersson said. Without plasticization, tool edge chipping and top and flank slicing can occur.
“That’s when you see catastrophic failures,” he added. “But once we get to XYSTIN-1, the theory goes out the door.”
According to Andersson, the phase-toughened ceramic’s high strength enables an XYSTIN-1 tool to efficiently cut without the need for full plasticization to occur. This ability is beneficial when turning a large and heavy or imbalanced part that’s not practical to spin at high speed. For instance, when machining an imbalanced part made of Inconel 718 with a hardness of 46 to 48 HRC, the low-end cutting speed needed for ceramics to plasticize the material is about 550 to 600 sfm. In contrast, an XYSTIN-1 insert can run at 350 to 400 sfm whereas a carbide tool would reach only 150 to 180 sfm.
“I can take the middle road and gain the productivity that you get from ceramics without being forced to hit 600 sfm,” Andersson said.
According to NTK Cutting Tools, its BIDEMICS—JX1, JX2 and a new release at IMTS—represent the latest advanced composite material for effectively machining HRSAs since the introduction of whisker ceramics. The material’s unique physical characteristics provide exceptional tool life, impart fine surface finishes and enable cutting speeds up to 1,600 sfm.
Head Strong
Another type of “hybrid” tool is available from Walter USA LLC, Waukesha, Wis. The MC275/MC075 Walter Prototyp ceramic milling cutters have a ceramic head brazed onto a solid-carbide shank. The toolmaker also offers a design with interchangeable ceramic heads that can be screwed onto a shank. The target application is milling HRSAs.
The MC275 features a universal geometry for multiple purposes while the MC075 has a geometry for achieving high feeds in challenging materials. Both designs can achieve cutting speeds up to 3,300 sfm. “We are almost reaching values that are usually seen in aluminum machining, with a feed of up to 380 ipm,” said Stefan Benkóczy, component manager of aerospace and business application development for Tübingen, Germany-headquartered Walter AG.
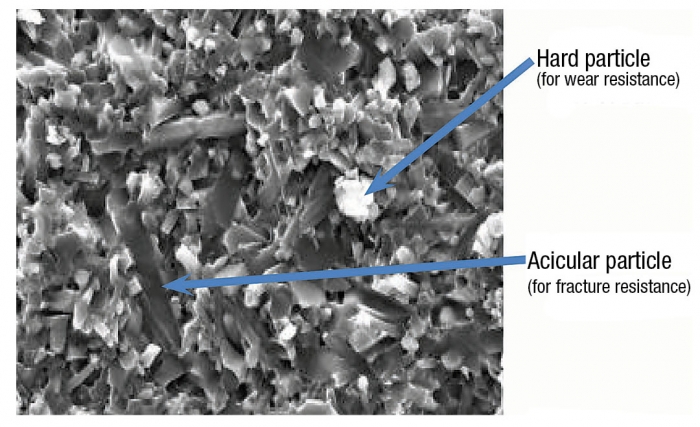
Kyocera manipulates the grain structure in some of its newer SiAlON ceramic turning grades, such as KS6040, to cause some of the particles to become acicular, or needle-shaped, and function like fracture-resistant whiskers. Image courtesy of Kyocera Precision Tools
In addition, Walter makes cermet inserts for turning. However, because HRSAs often contain nickel, a cermet cutting tool with a nickel binder is not suitable for machining a nickel-base superalloy.
“If the cutting grade has cobalt and the workpiece has cobalt, then you get a lot of built-up edge and the cobalt gets washed out of the cutting edge, the carbide grains get loose, the edge becomes chipped and the tool won’t last very long,” Benkóczy said.
When the application is appropriate, cermet cutting tools exhibit significantly high cutting-edge stability and moderate toughness, stated Joachim Beck, marketing manager for CeramTec GmbH, Plochingen, Germany. (CeramTec North America Corp. is based in Laurens, S.C.) These properties make cermets well-suited for finishing and fine finishing a variety of workpiece materials, including ductile cast iron, free-machining steel and casehardening steels. Suitable applications include turning, milling, continuous-cut boring and smooth interrupted cuts. (See Table 1.)
In the Rough
Ceramic cutting tools are just for roughing, according to Benkóczy. Because of the severe tool wear ceramic tools experience, such as chipping of the cutting edge and a significant reduction in the tool radius, they can continue to perform roughing but are not suitable for finishing.
“The finishing we do with carbide, and the roughing we do with ceramic,” he said.
That choice of cutting tool materials is particularly prevalent in the aerospace industry, such as when machining an HRSA engine part, because the production process is usually certified and cannot be easily changed, Benkóczy said.
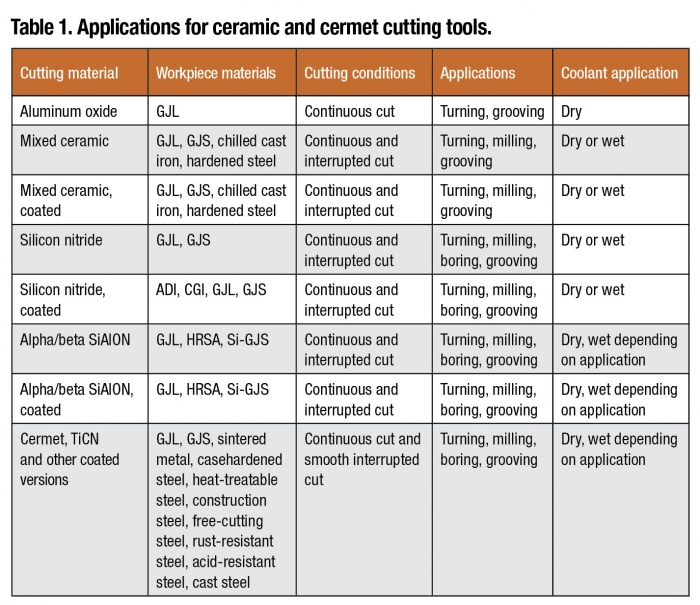
ADI = austempered ductile iron; CGI = compact graphite iron; GJL = gray cast iron; GJS = ductile cast iron; HRSA = heat-resistant superalloys; Si-GJS = ductile cast iron with high-content silicon. Image courtesy of CeramTec
“Certification costs are immense for aerospace engines,” he said. “If an engine is being started from scratch or when a new line is added or something major changes, then, of course, it’s an open box and new ideas can be put in.”
Greenleaf’s Andersson concurred that Federal Aviation Administration regulations and certifications may prevent anything but carbide tools from being used for an aerospace finishing application but emphasized that ceramic tools are not just for roughing. The traditional mind-set sees ceramics as highly effective for roughing when there are no interruptions and the setup is stable.
“There’s a lot of history that we’re constantly working to change the mind-set about,” he said, adding that aerospace parts manufacturers are realizing that ceramic tools can impart fine surface finishes and are more than acceptable for finishing HRSA engine parts.
Cool and Coated
When milling with a ceramic tool, Benkóczy recommends dry machining to avoid increasing the thermal shock on the cutting edge as it transitions back and forth from its brief engagement with the workpiece to a longer airtime. In addition to not decreasing tool life, dry machining avoids having to clean the mess that coolant can create and exposing workers to metalworking fluid chemicals. Pressurized air, however, can be applied to help clear the chips from the cutting zone.
“If you’re unlucky, you may even increase workhardening in the workpiece material,” he said about coolant application.
Applying coolant when roughing cast iron, though, can help, Kyocera’s Wilshire said. “A lot of shops like to run coolant just to keep the dust particles down.”
When turning with ceramic tools, Andersson suggests using coolant. “If you don’t,” he said, “as you engage continuously, you will have a continuous increase in temperature. You want to have a high temperature—but a high, even temperature. That’s why you always use coolant when it comes to turning.”
For cermet cutters, Wilshire said minimum quantity lubrication is a viable option in addition to dry machining. “Cermets have a higher hot hardness than carbide, so they can withstand higher temperatures.”
When running dry, a tool coating can provide an effective thermal barrier while increasing a tool’s hardness and reducing wear, said CeramTec’s Beck. For ceramic tools, “CVD coatings are the most common coatings, starting from a dual-layer system and going up to a multilayer system. TiC/TiN or Al2O3 layers are the most common.”
NTK Cutting Tools’ Howard concurred that ceramic inserts are primarily CVD-coated, but the coatings themselves have a limited effect on overall performance.
Beck added that, depending on the application, a PVD coating offers a high wear resistance and high adhesion resistance, which prevents built-up edge and burr formation when machining ductile materials. “Generally, CVD is the best method for coating, which enables higher tool life and increased speeds and feeds.”
However, a tool material must have enough conductivity to enable a PVD coating to be deposited on it, Wilshire explained. For example, Al2O3 ceramics are conductive enough, but SiN ceramics are not. “So there we go with the CVD Al2O3 coating.”
When possible, many end users opt for a PVD TiN coating because, as the gold-colored coating wears, they can easily identify a used cutting edge, Wilshire said. “It really doesn’t improve tool life so much.”
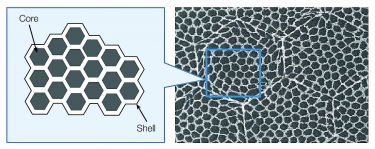
Kyocera’s cell fiber ceramic grade CF1 has a honeycomb-shaped grain structure in which the hexagon shape that forms the honeycomb is made of tougher ceramic than the harder central core that it surrounds. Image courtesy of Kyocera Precision Tools
To extend tool life, Kyocera offers its PVD Megacoat coating. It is an AlTiN-based coating with a plethora of additives to tailor its properties, according to Wilshire. The dark gray coating also has a nanolayer structure with lubricity between each hard layer to enhance wear resistance and enable higher cutting speeds.
Because ceramics have a low coefficient of friction, getting a coating to adhere can be a challenge, Andersson said. “We had to invent a different method coating, but it’s important to understand that you can’t take any coating and add it to any cutting tool material—because you can actually make the tool much worse.”
Nonetheless, when the coating, substrate, microgeometry, and pre- and post-treatment processes for a ceramic grade are optimized, incredible productivity occurs. According to Andersson, this high level of productivity is even possible when machining metals that aren’t usually considered in ceramics’ domain. “WG-600 has proven that it can machine 300 and 400 series and PH stainless at speeds that are four to five to 10 times higher than that of carbide.”
In addition, it’s important that end users understand the best practice for machining with ceramics to achieve the ideal performance of the insert, Howard said. This includes programming ramping cuts, varying the DOC and reducing the feed going into a corner.
For more information about cermet cutting tools from Kyocera Precision Tools, view a video presentation at cteplus.delivr.com/23h4q
Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- built-up edge ( BUE)
built-up edge ( BUE)
1. Permanently damaging a metal by heating to cause either incipient melting or intergranular oxidation. 2. In grinding, getting the workpiece hot enough to cause discoloration or to change the microstructure by tempering or hardening.
- burr
burr
Stringy portions of material formed on workpiece edges during machining. Often sharp. Can be removed with hand files, abrasive wheels or belts, wire wheels, abrasive-fiber brushes, waterjet equipment or other methods.
- casehardening
casehardening
Generic term covering several processes applicable to steel that change the chemical composition of the surface layer by absorption of carbon, nitrogen or a mixture of the two and, by diffusion, create a concentration gradient. Processes commonly used are carburizing, quench hardening, cyaniding, nitriding and carbonitriding.
- ceramics
ceramics
Cutting tool materials based on aluminum oxide and silicon nitride. Ceramic tools can withstand higher cutting speeds than cemented carbide tools when machining hardened steels, cast irons and high-temperature alloys.
- cermets
cermets
Cutting tool materials based mostly on titanium carbonitride with nickel and/or cobalt binder. Cermets are characterized by high wear resistance due to their chemical and thermal stability. Cermets are able to hold a sharp edge at high cutting speeds and temperatures, which results in exceptional surface finish when machining most types of steels.
- chemical vapor deposition ( CVD)
chemical vapor deposition ( CVD)
High-temperature (1,000° C or higher), atmosphere-controlled process in which a chemical reaction is induced for the purpose of depositing a coating 2µm to 12µm thick on a tool’s surface. See coated tools; PVD, physical vapor deposition.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cutting speed
cutting speed
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
- cutting tool materials
cutting tool materials
Cutting tool materials include cemented carbides, ceramics, cermets, polycrystalline diamond, polycrystalline cubic boron nitride, some grades of tool steels and high-speed steels. See HSS, high-speed steels; PCBN, polycrystalline cubic boron nitride; PCD, polycrystalline diamond.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- fracture toughness
fracture toughness
Critical value (KIC) of stress intensity. A material property.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- hard turning
hard turning
Single-point cutting of a workpiece that has a hardness value higher than 45 HRC.
- hardness
hardness
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
- inches per minute ( ipm)
inches per minute ( ipm)
Value that refers to how far the workpiece or cutter advances linearly in 1 minute, defined as: ipm = ipt 5 number of effective teeth 5 rpm. Also known as the table feed or machine feed.
- lubricity
lubricity
Measure of the relative efficiency with which a cutting fluid or lubricant reduces friction between surfaces.
- metalcutting ( material cutting)
metalcutting ( material cutting)
Any machining process used to part metal or other material or give a workpiece a new configuration. Conventionally applies to machining operations in which a cutting tool mechanically removes material in the form of chips; applies to any process in which metal or material is removed to create new shapes. See metalforming.
- metalworking
metalworking
Any manufacturing process in which metal is processed or machined such that the workpiece is given a new shape. Broadly defined, the term includes processes such as design and layout, heat-treating, material handling and inspection.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling cutter
milling cutter
Loosely, any milling tool. Horizontal cutters take the form of plain milling cutters, plain spiral-tooth cutters, helical cutters, side-milling cutters, staggered-tooth side-milling cutters, facemilling cutters, angular cutters, double-angle cutters, convex and concave form-milling cutters, straddle-sprocket cutters, spur-gear cutters, corner-rounding cutters and slitting saws. Vertical cutters use shank-mounted cutting tools, including endmills, T-slot cutters, Woodruff keyseat cutters and dovetail cutters; these may also be used on horizontal mills. See milling.
- physical vapor deposition ( PVD)
physical vapor deposition ( PVD)
Tool-coating process performed at low temperature (500° C), compared to chemical vapor deposition (1,000° C). Employs electric field to generate necessary heat for depositing coating on a tool’s surface. See CVD, chemical vapor deposition.
- shank
shank
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
- sintering
sintering
Bonding of adjacent surfaces in a mass of particles by molecular or atomic attraction on heating at high temperatures below the melting temperature of any constituent in the material. Sintering strengthens and increases the density of a powder mass and recrystallizes powder metals.
- superalloys
superalloys
Tough, difficult-to-machine alloys; includes Hastelloy, Inconel and Monel. Many are nickel-base metals.
- titanium carbide ( TiC)
titanium carbide ( TiC)
Extremely hard material added to tungsten carbide to reduce cratering and built-up edge. Also used as a tool coating. See coated tools.
- titanium carbonitride ( TiCN)
titanium carbonitride ( TiCN)
Often used as a tool coating. See coated tools.
- titanium nitride ( TiN)
titanium nitride ( TiN)
Added to titanium-carbide tooling to permit machining of hard metals at high speeds. Also used as a tool coating. See coated tools.
- tungsten carbide ( WC)
tungsten carbide ( WC)
Intermetallic compound consisting of equal parts, by atomic weight, of tungsten and carbon. Sometimes tungsten carbide is used in reference to the cemented tungsten carbide material with cobalt added and/or with titanium carbide or tantalum carbide added. Thus, the tungsten carbide may be used to refer to pure tungsten carbide as well as co-bonded tungsten carbide, which may or may not contain added titanium carbide and/or tantalum carbide.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
- wear resistance
wear resistance
Ability of the tool to withstand stresses that cause it to wear during cutting; an attribute linked to alloy composition, base material, thermal conditions, type of tooling and operation and other variables.
- workhardening
workhardening
Tendency of all metals to become harder when they are machined or subjected to other stresses and strains. This trait is particularly pronounced in soft, low-carbon steel or alloys containing nickel and manganese—nonmagnetic stainless steel, high-manganese steel and the superalloys Inconel and Monel.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
Contributors
CeramTec North America Corp.
(864) 682-3215
www.ceramtec.com
Greenleaf Corp.
(814) 763-2915
www.greenleafcorporation.com
Kyocera Precision Tools Inc.
(800) 823-7284
www.kyoceraprecisiontools.com
NTK Cutting Tools USA
(866) 900-9800
www.ntkcuttingtools.com
Walter USA LLC
(800) 945-5554
www.walter-tools.com