Choosing the right boring tool
Drilling, reaming and boring are the basic holemaking operations of machining.
Drilling, reaming and boring are the basic holemaking operations of machining. In simple terms, drilling creates a hole in a workpiece where there was no existing hole. Reaming and boring accurately enlarge holes that already exist.
Boring operations on turning machines are generally less complicated than boring operations on milling machines. With lathes, the boring tool is moved incrementally by the machine whereas with mills, the boring tool (boring head) must be adjusted to achieve the desired hole size. In theory, boring tools for turning can make any size hole as long as the bar will fit into the hole. Boring heads for milling machines, however, are limited to a specific range.
The Basic Boring Bar
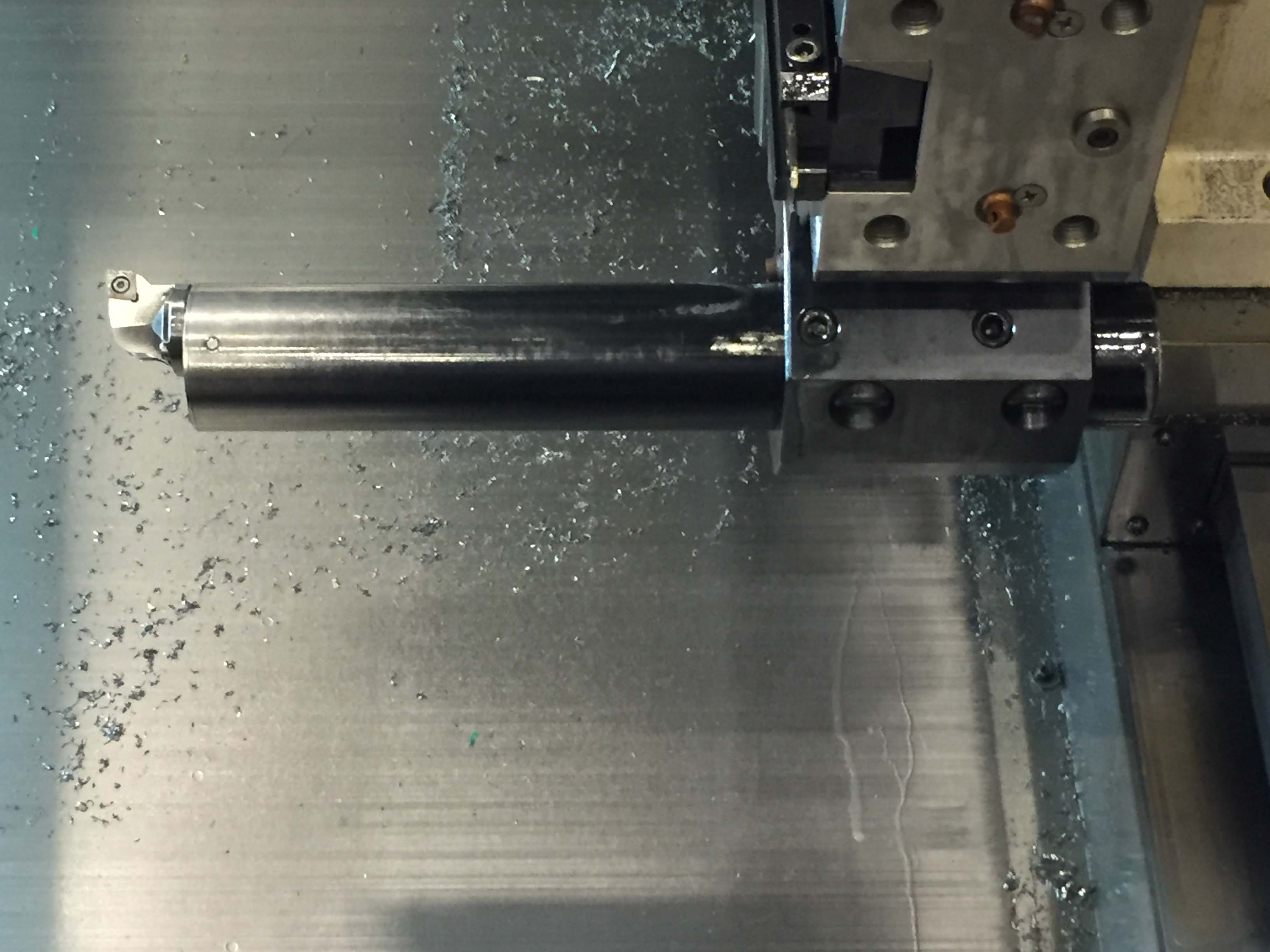
Found in every machine shop, basic boring bars that accept carbide inserts work well in most applications and are economical.

A fine boring head used for finishing close-tolerance bores. Heads like this one can be adjusted in 0.0004″ increments. All images courtesy of Christopher Tate.
Unlike drills or reamers, single-edge boring bars have a single point of contact with the workpiece. As a result, the bar is unsupported, which sometimes leads to vibration, or chatter. Problems with chatter are the only significant drawback to these cutting tools.
Steel bars tend to chatter once the axial DOC exceeds 4 diameters deep. So, an end user would likely experience chatter on a 1″-dia. (25.4mm) bar if it protrudes from the turret by more than 4″ (101.6mm). A machinist would say it has too much “stick-out.”
Chatter Away
Chatter during boring operations on a lathe can be overcome. The easiest way is to apply a larger-diameter boring bar. However, a larger bar is not always an option and other means would be necessary.
Sometimes the solution is as simple as working with cutting speeds and chip loads to alter the cutting pressure on the tool. It is possible to increase tool pressure by increasing the feed rate, decreasing the cutting speed or doing both at the same time. Changing the radial DOC will also put more pressure on the tool. Sometimes users must adjust all of these variables to achieve success.
Because of their lower cost, steel boring bars are the most common, but other materials are also available. For example, cutting tool manufacturers have developed heavy-metal and carbide bars to fight chatter. Heavy-metal bars are made from tungsten alloys, which are denser than steel. These alloys work to damp vibration. Although heavy-metal bars are more expensive than steel ones, they can be applied at higher length-to-diameter ratios. Whereas steel allows a 4:1 ratio, heavy-metal bars can boost the ratio into the 6:1 or higher range with some speed-and-feed tuning.
Tungsten-carbide bars provide even higher depth-to-diameter ratios. Carbide bars are made by brazing a steel head that is machined to accept an insert onto a carbide bar. Carbide is extremely dense. It provides superior damping, allowing length-to-diameter ratios in the 8:1 or higher range.
Vibration-damping bars have internal mechanisms that eliminate chatter. Because these bars can be expensive, buy them with interchangeable heads that accept different inserts.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion