Like their predecessors, the latest multitasking machines handle two or more processes, each of which traditionally would require a different machine. As always, combining processes in one of these models reduces overall setup time and floor space occupied by machines while also eliminating inaccuracies that result from moving parts from one machine to another. What’s new, however, are a host of features and innovations aimed at making the current crop of multitasking machines more capable and easier to use than before.
In the machining industry, the word “multitasking” usually brings to mind machines that can handle both turning and milling. These include lathes that can mill, normally referred to as turn/mill machines, and mills that can turn, usually called mill/turn machines, said Jeff Wallace, general manager of national engineering at DMG Mori USA Inc. in Hoffman Estates, Illinois. He said turn/mill machines offer very long x-axis travel like a lathe, making them a good choice for creating lengthy components that need both turning and milling. On the other hand, he said, shorter components that require both operations might be a better fit for mill/turn machines.
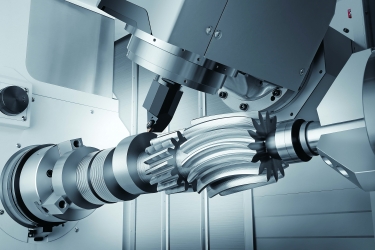
The NTX 2000 machines workpieces with complex geometries. Image courtesy of DMG Mori USA
DMG Mori USA’s latest lathe-based multitasking machines are a refresh of the company’s NT series. Among the features offered by these NTX machines are software programs called technology cycles, which make it easier for users to program the machines for special tasks, such as gear hobbing. Instead of programming a hobbing sequence by entering traditional commands, users simply enter relevant data into a table via a human-machine interface. Then the technology cycle takes over, producing the G code needed to cut a part. The business now has 42 such programs in its technology cycle library.
New Option
A more recent development from DMG Mori USA is its new DMU/DMC 65 H monoBlock mill/turn machine for complete machining up to 1,200 rpm. For greater stability, this machine features stiff construction from one casting. The machine also includes a telescoping spindle for faster movement.
“A traditional mill of that type moves a large, heavy column that carries the spindle,” Wallace said. “But this machine just moves the spindle and carrier in the z-axis, which allows very fast acceleration and deceleration rates.”
Like all mill/turn machines, the DMU/DMC 65 H monoBlock is easier to automate than lathe-based alternatives. He said this has become more important than ever in the COVID-19 environment.
“Everybody is rethinking how they do business,” Wallace said, “and there is a much greater focus on automation and running machines even longer unattended. We offer many off-the-shelf automation solutions for mill/turn platforms. The mill/turn platform is a palletized system, so we can put a pallet changer in front of a five-axis mill/turn.”
He said turn/mill machines are more difficult to automate because individual parts rather than pallets must be moved. So parts usually require automation, such as stand-alone robotics or gantry systems.
Another trend affecting multitasking machines is the move toward Industry 4.0, which involves connecting machines and collecting large amounts of data. While this can benefit machining operations very much, it also creates complications on a shop floor.
“If you spill out terabytes of data on the floor,” Wallace said, “what do you do with it and how do you utilize the different features of a machine to take advantage of it?”
To help shop floor personnel deal with data deluges, DMG Mori USA offers Celos, a human-machine interface that the company lays on top of third-party machine controls to make them easier to use. While Celos works with all DMG Mori USA machines, he said it can be especially helpful to users of multichannel, multi-axis multitasking machines.
“There’s so much going on in those machines,” Wallace said, “but Celos makes interfacing with them a lot more straightforward.”
Twin Turrets, Short Spindle
Other companies offering new multitasking options include Sudbury, Massachusetts-headquartered Methods Machine Tools Inc. The company now sells the Nakamura-Tome JX-250 multitasking turning center, which is said to provide the largest machining envelope in its class and comes in both single and twin lower-turret configurations.
With the twin lower turrets and the upper mill spindle, “you could have three tools cutting at the same time,” said Sergio Tondato, Nakamura-Tome product manager.

Built by Nakamura-Tome Precision Industry Co. Ltd., the new JX-250 comes in both single and twin lower-turret configurations. Image courtesy of Methods Machine Tools
Like all Nakamura machines, the JX-250’s spindles don’t share guide ways. He said they are kept independent of each other to prevent transmission of vibration from one spindle to another.
“You could be doing finished turning on one spindle and heavy milling on another,” Tondato said, “so to Nakamura it’s very important that they do not share guide ways.”
The JX-250 also features the NT Smart Cube tool spindle, billed as the shortest tool spindle on the market. Measuring 350 mm (13.78") long, he said the 12,000 rpm (or optional 20,000 rpm) spindle leaves room for longer tools to be used.
An automatic toolchanger-style machine, the JX-250 can accommodate magazines that hold up to 160 tools. Tondato said this compares favorably with most competitive machines, whose magazines can hold only 100 to 120 tools. Larger-capacity magazines reduce changeover times and are good for lights-out operation, he said.
In addition, he said the JX-250 offers 254 mm (10") of y-axis travel, which is a lot for a machine with a 254 mm chuck.
“At one point,” Tondato said, “people did not want a y-axis on a multitasking machine. But now all customers want as much y-axis travel as possible.”
He said the addition of a y-axis allows milling of tight-tolerance, off-center features, as well as the use of a larger selection of tools.
Recent Redesign
Another recent multitasking development involves Integrex i-H series machines from Mazak Corp. in Florence, Kentucky.
The redesigned machines “can cut almost any type of complex component, and the part comes out complete,” said Advanced Multitasking Manager Joe Wilker. “Job shops almost have to have them to be competitive nowadays.”

A friction stir welding head can be added to a machine tool to create a hybrid multitasking machine. Image courtesy of Mazak
One aim of the new design is to give two options for loading tools. Users can load them into the machine one at a time from the front or into a magazine at the rear of the machine.
Before, “if you had a robot in the front and it was caged off, you didn’t have access to the tooling, so you couldn’t go in and add anything if the machine was running,” Wilker said. “So we took the magazine to the rear of the machine. Now if you have automation mounted in the front and can’t get access to the ATC changer pod, you can go to the back and load tools directly into the magazine. This way, the operator can add (tools) to the machine and keep it running for the next job.”
The Integrex i-H also features Mazak’s Mazatrol SmoothAi CNC. In addition to Mazatrol’s conversational programming, the SmoothAi control uses artificial intelligence and machine-learning algorithms to manage machine components. The control presents operators with screens that are more user-friendly than in the past as well.
Wilker said this control technology can slash setup time when changing parts. For example, when taking advantage of the automatic jaw-changing capabilities of the new Integrex machines, an operator simply can tell the controller to change the jaws on each head, then call up the new program, and the machine is ready for the next parts.
More Tasks
Like their predecessors, the new Integrex machines are capable of hobbing in addition to milling and turning.
“Will they ever beat the speed of a gear hob?” Wilker said. “No. But if you have low or medium volumes and don’t want to spend a million and a half dollars on a gear machine, you can buy an Integrex and have gear capability at your fingertips.”
Besides more traditional multitasking combinations, Mazak offers so-called hybrid multitasking machines that bring additive manufacturing or joining techniques, such as friction stir welding, together with subtractive processes in a single machine. The machines can be equipped with powder deposition or laser hot-wire deposition additive manufacturing technologies. Although powder-based processes can produce more detailed geometries, the company prefers hot wire, which involves melting material in wire form using energy from a laser beam.
“We do not like the environment that powder creates in a machine tool,” Wilker said. “We like hot wire because it’s a much cleaner process, and the deposition rate is also 10 times faster.”
The company recently sold its first VTC-800 vertical machining center equipped with a hot-wire attachment.
“On one side of a big trunnion table,” Wilker said, “you can grow a part pretty large, then final machining can be done on the same platform.”
Contact Details
Contact Details
Contact Details

Related Glossary Terms
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- conversational programming
conversational programming
Method for using plain English to produce G-code file without knowing G-code in order to program CNC machines.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- lapping compound( powder)
lapping compound( powder)
Light, abrasive material used for finishing a surface.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- multifunction machines ( multitasking machines)
multifunction machines ( multitasking machines)
Machines and machining/turning centers capable of performing a variety of tasks, including milling, drilling, grinding boring, turning and cutoff, usually in just one setup.
- robotics
robotics
Discipline involving self-actuating and self-operating devices. Robots frequently imitate human capabilities, including the ability to manipulate physical objects while evaluating and reacting appropriately to various stimuli. See industrial robot; robot.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

William Leventon is a contributing editor to Cutting Tool Engineering magazine. Contact him by phone at 609-920-3335 or via email at [email protected].
Contributors
DMG Mori USA Inc., 847-593-5400, www.dmgmori.com
Mazak Corp., 859-342-1700, www.mazakusa.com
Methods Machine Tools Inc., 877-668-4262, www.methodsmachine.com
