Workholding changeovers are taking a big step forward as a result of the Automation Chuck Change system from Positrol Inc., a manufacturer of workholding equipment, as well as standard and custom products for turning, grinding, milling, balancing and gear making. This advancement pairs the company’s Chuck Change system with an industrial robot so changeovers can be fully automated.
Positrol has offered workholding changeover systems for several decades. However, users could not clamp on the parts in the machine. Instead, users could manually load and clamp a part onto a fixture and then move that fixture from machine to machine.
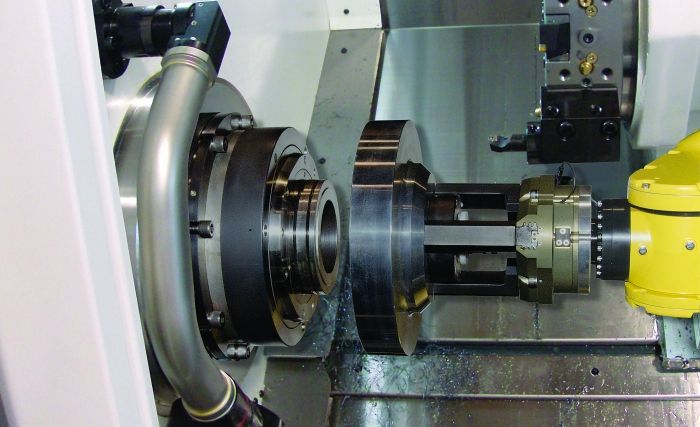
A robot changes the chuck using Positrol’s Automation Chuck Change system. Image courtesy Positrol
“The purpose of the old system was to take one part through multiple operations in one setup,” according to Sales Manager Josh Pocock. “Due to technology advancements in machining, all of these operations can now be done on one spindle. So the demand for that older system is very low.”
A key advancement is the way the system integrates with robots to form fully automated cells. A robot can both load and unload parts. Furthermore, working with the system, the robot can completely change over the workholding. No manual intervention is needed.
Without any loss to rigidity, the system supports a power-actuated drawbar. Integrating the chuck and drawbar increases the effectiveness of the spindle.
“Not only can a robot load parts,” Pocock said, “but once a series of first operations is completed, the robot can change the tooling and run the same parts back through for a second operation. It allows a machine to be utilized fully.”
Some systems appear to work only with sliding-jaw chucks and do not guarantee radial accuracy, according to Positrol. However, the Automation Chuck Change system is compatible with virtually any workholder. The system also guarantees correct radial orientation.
The system works with various equipment, including mills, lathes, gear equipment and balancers, according to the company. The system can work with any drawbar and a majority of common spindle sizes, and its X, Y and Z axes have repeatability accuracy within 0.0001" total indicator runout. In addition, the system’s angular repeatability is within ±3 arc seconds. The system is sealed to prevent contamination, including chips. As a result, maintenance requirements are lower while changeovers are faster.
A brief video demonstrating the system can be viewed at tinyurl.com/y8okvaom. As shown in the clip, the part can now be loaded and clamped after the workholding is changed over.
For more information about Positrol, Cincinnati, visit www.positrol.com or call 513-272-0500.
Related Glossary Terms
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- fixture
fixture
Device, often made in-house, that holds a specific workpiece. See jig; modular fixturing.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- industrial robot
industrial robot
Robot designed for industrial use. Primarily used as a material-handling device but also used for changing tools, assembling parts, and manipulating special tools and measuring devices. Depending on design, an industrial robot can be programmed to perform a task by means of a controller, or it can be “walked” through the required movements by utilizing a digitizing system that translates movements into commands that the robot can be “taught.” See robot; teaching pendant.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- total indicator runout ( TIR)
total indicator runout ( TIR)
Combined variations of all dimensions of a workpiece, measured with an indicator, determined by rotating the part 360°.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

Robert Weinstein is a contributing editor for CTE. Contact him at (732) 583-7171 or [email protected].