Dear Doc: I’m using plated CBN wheels to grind hardened steel. I might have wheel loading issues. How can I tell?
The Doc Replies: Plated wheels are one of the few types where you can successfully evaluate loading with relative ease. Using a hand-held magnifying glass and a bright light, just look at the wheel surface. If you have loading, you should see it.
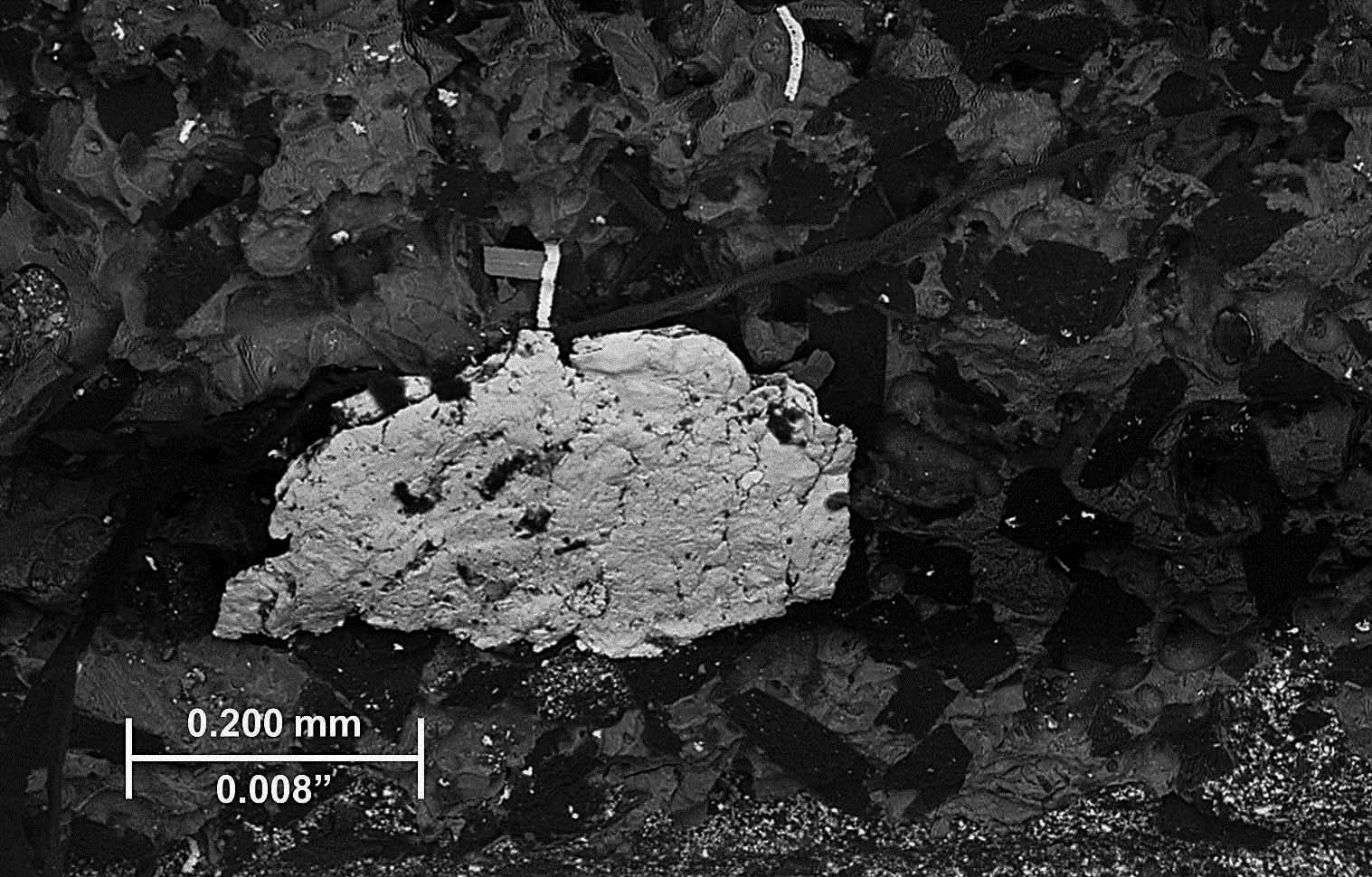
This blob formed in a CBN wheel after grinding HSS. Blob loading can typically be seen with a magnifying glass, especially in plated wheels. Image courtesy of J. Badger.
For plated CBN wheels, I divide loading into three types: in-pore, blob and smeared-on-dull-grit loading. With in-pore loading, you’ll see swarf within the pores. Swarf isn’t ideal, but it typically won’t negatively impact grinding too badly. With blob loading, successive chips compact together to form a blob, as shown in the photo. This blob will hurt you. As for smeared-on-dull-grit loading, a layer of workpiece material smears over the tip of the dull grit. This type of loading will also hurt you. It also can be trickier to see, because it might be dull grit with smeared loading or it just might be dull grit.
And on a related topic …
Dear Doc: I have hardened steel loading on a plated CBN wheel. The operator likes to “white stick” the wheel to remove it. Is this a good idea?
The Doc Replies: Sticking a loaded electroplated wheel is not textbook grinding. But I have seen it done successfully—as long as you’re careful. If you’re not careful, you’ve just obliterated an $8,000 wheel!
If you’re going to use this approach, work safely and gently. Put the stick in a vise—don’t stick by hand—and decrease the wheel speed. Then monitor the grinding power. If the power drops after sticking, you probably helped overcome the loading issue.
Dear Doc: We get “barber pole” marks during cylindrical-traverse roll grinding and have a heck of a time getting rid of them. What causes these marks and what can we do to minimize them?
The Doc Replies: First, the only way to minimize barber pole marks—and even this isn’t a perfect fix—is to put a slight taper on both ends of your wheel, either through dressing or sticking by hand. This taper will reduce your barber pole.
Second, what’s the cause of barber pole? The crude answer is that the ends of the wheel “dig in” to the workpiece. I’ve never liked this answer, but I don’t have a better one. The fact is, nobody truly understands the cause of barber pole. I’ve consulted my fellow grinding-expert buddies around the world and have never received a good answer.
Barber pole appears to be caused by a misalignment between the wheel and the workpiece traverse, perhaps after a crash. A slight shift in the spindle axis creates a wheel that takes a shape similar to a centerless grinder's regulating wheel, and thus the ends of the wheel dig in. But if anybody has a solid explanation for barber pole, email me. I’d love to hear from you.
Related Glossary Terms
- cubic boron nitride ( CBN)
cubic boron nitride ( CBN)
Crystal manufactured from boron nitride under high pressure and temperature. Used to cut hard-to-machine ferrous and nickel-base materials up to 70 HRC. Second hardest material after diamond. See superabrasive tools.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- high-speed steels ( HSS)
high-speed steels ( HSS)
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.
- swarf
swarf
Metal fines and grinding wheel particles generated during grinding.
Author

Jeffrey A. Badger, Ph.D., is an independent grinding expert. He will be giving his 3-day High Intensity Grinding Course from Sept. 26-28 in Columbia, S.C., hosted by S.L. Munson. Visit www.thegrindingdoc.com for details. He can be reached by phone at 512-934-1857 or via email at [email protected].