Historically, facemilling has been considered one of the most basic machining functions. A typical trade show demonstration would feature a cutter in a deep depth of cut slowly advancing through a workpiece in a shower of chips. Today, thanks to harder, more expensive materials and lighter, more agile machining centers, the equation has changed, and toolmakers are responding.
New Tools for New Machines
“One of the primary factors driving the change in facemilling tooling has been the machines themselves,” said Jan Andersson, director of product management for indexable inserts at YG-1 Tool (USA) Co. in Vernon Hills, Illinois. “Formerly, low-speed, high-torque machining centers were capable of high metal removal rates at moderate speed. At present, a new generation of machining centers are operated at lower torque but higher speeds, and manufacturers are not only concerned with higher removal rates but maybe even more so with achieving a precise cut and high-quality finish.”
Another major consideration impacting manufacturers and tooling suppliers involves employees.
“In the past, major manufacturing facilities had a qualified manufacturing engineer in charge of every major line,” Andersson said. “It was the engineer’s responsibility to specify the tooling to be used for specific workpieces. Also, individuals operating the machines were skilled machinists or — for the more complex parts — qualified tool and die makers. At present, there might be one manufacturing engineer for an entire plant, and machine operators have taken the place of the machinists, so both shops and plants are more dependent on recommendations from tooling manufacturers with regard to tool specification. Because of this, we have to add value to our tooling and change how we think about and design tools so that they are capable of simultaneously roughing and finishing and to match the appropriate tool to the material being facemilled.”
Recommendations have to take into account macrofactors and microfactors, including the proper grade and edge, as well as chip breaking and evacuation. To accomplish this, tool manufacturers define specific inserts with the appropriate substrate and coating combination for particular materials.
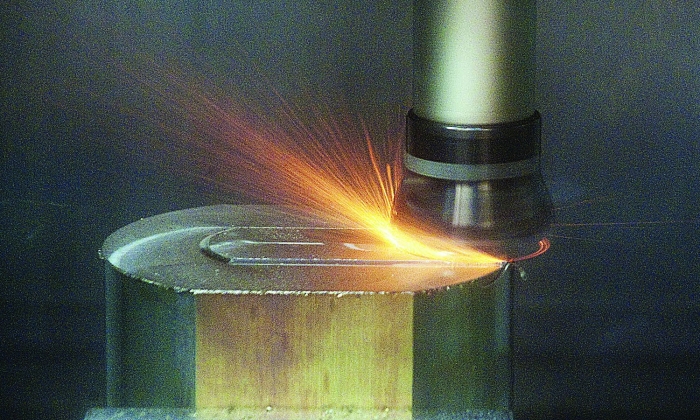
A ceramic button cutter is shown. Image courtesy of NTK Cutting Tools USA
The influence of newer machine configurations on facemilling tooling also is observed by Luke Pollock, product manager at Walter USA LLC in Waukesha, Wisconsin.
“In response to market demand,” he said, “the current generation of machines is less expensive and lighter in weight. They’re also more agile and capable of faster and more dynamic machining, requiring a lighter depth of cut. Due to this, tooling typically requires a low lead angle — 15 degrees to 17 degrees — and a high advance per tooth.”
Although advanced carbides, substrates and coatings continue to dominate the market for facemilling tooling, nontraditional materials are making inroads. Ceramic insert manufacturer NTK Cutting Tools USA is in Wixom, Michigan, and its Japan-based parent company is a descendant of the venerable Noritake Co. Ltd., a manufacturer of fine china and dinnerware. Steven Howard, marketing and engineering manager of the cutting tool division, believes that the advent of ceramic tooling has created an industrywide need for education on the physics of metal removal.
“The new material blends, including hardened and stainless steels, Inconels and other exotic alloys, require a new approach,” he said. “Carbide is no longer enough as it has reached its maturity level. Coatings can help, but there is a limit to their effectiveness due to the heat and abrasiveness generated in the machining of hard metals. Ceramics, on the other hand, are seven times harder than carbide and are 100% ground, which makes it possible to generate the correct geometry.”
Incorporating ceramic tooling requires a different methodology than conventional carbide. For instance, when ceramic is used on heat-resistant alloys, Howard said it is critical to define a toolpath that does not come off the part, because tool life can decrease by 3% if the insert leaves the part.
Although ceramic tooling has a reputation for being brittle, he said that is changing.
“The new grades that we manufacture are tougher,” Howard said, “so the edge can be sharper. Only a honed edge can be used on positive-rake designs, and this is a significant advantage in that it disperses heat. This is especially important in facemilling, which has today become largely a finishing process.”
Evolving Materials Demand Specific Approaches
Where new materials are concerned, customer demand for tooling can vary widely.
“The aerospace industry demands a very high removal rate for titanium and Inconel,” Pollock said. “Only about 5% of the average workpiece results in a finished part; 90% goes off in chips. We call that the buy-to-fly ratio.”
In other instances, especially when a manufacturer has developed a proprietary material, the expense warrants a more conservative approach.
“Our involvement with our customers has to be extremely intense in specifying or developing the tooling required for proprietary alloys,” Andersson said. “One of the problems is the fact that customers may not be able to divulge the nature of the material that we are working with, which makes it difficult to develop the proper tooling strategy. As more shops have moved from a high-production emphasis to a high-mix, low-volume position, we have had to work with them on such areas as inventory management and setup sheets. Our objective is always to deliver consistent performance, and that requires better inventory management on the customer’s part. This is especially true in tool vending, where we suggest labeling the tool with the exact job number rather than a more general description. By so doing, the operator can make the right decision every time.”
Recent advancements in facemilling tooling include materials and geometries.
“One of the chief problems with exotic materials involves heat,” Pollock said. “In these cases, the substrate, coating and geometry (have) to be combined in such a way as to maximize heat dissipation. For instance, we have recently introduced what we call Tiger-tec Gold — an ultralow-pressure CVD coating in which we have introduced a larger percentage of aluminum in the TiAlN composition. This enables the insert to handle more heat and results in longer tool life. We’re seeing that premium grades such as this are extremely successful in high-volume applications and are quickly replacing older, more traditional grades.”
Andersson also sees the necessity of an integral approach to tool development, especially for cases such as facemilling, in which a tool is expected to accomplish both roughing and finishing.
“The carbide grade and coating must be developed together,” he said, “and special care must be taken to ensure consistency. A change in the coating can often change the microgeometry of the insert in terms of size, shape and location, and this must always be taken into account.”
Customized Tooling Is Worth It
The desire for customized tooling has increased on the part of shops and original equipment manufacturers. Despite the higher upfront cost, improved efficiency with setups, tool changes and programming has accelerated the overall economic advantage. Even for a process as basic as facemilling, demand has emerged for some degree of customization.
“As more higher-production applications have been repatriated to the North American market,” Pollock said, “we’ve seen an uptick in the demand in customized tooling. Customers want to see more simplification in the process to compensate for the lack of skilled labor.”
Andersson views customization of facemilling tooling in terms of size, the number of pockets and specialized machine requirements.
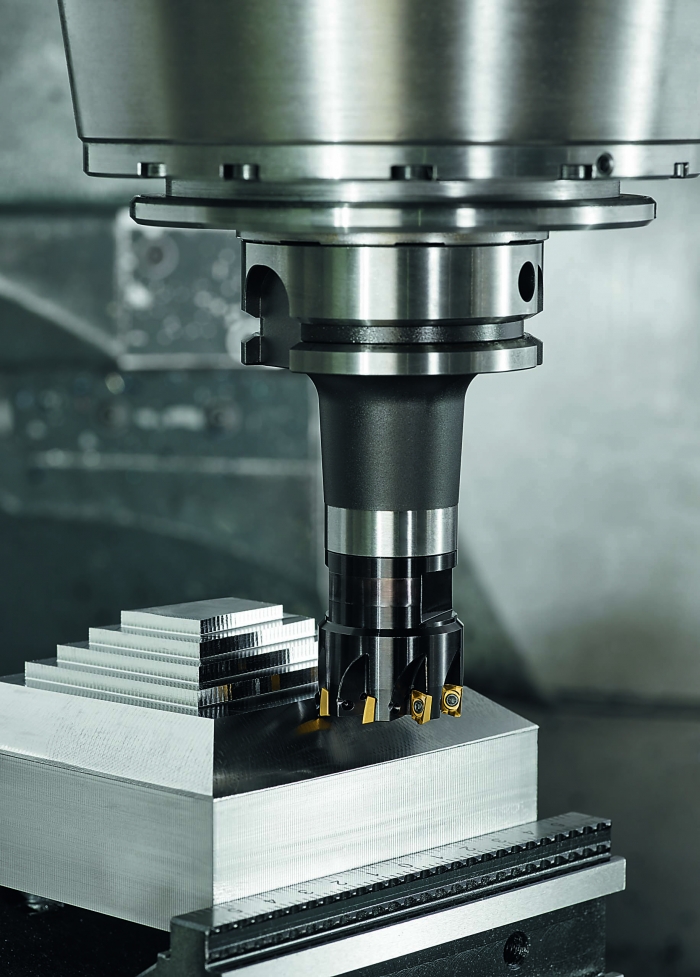
Tiger-tec Gold inserts are displayed in a facemilling application. Image courtesy of Walter USA
“Size is the biggest consideration,” he said. “As the diversity of machine types continues to grow, it becomes necessary to make sure that the tooling is correct to the machine in terms of size, power and production goals. The entire setup is critical.”
With ceramic tooling, Howard emphasizes that working with a customer is key to developing the most effective tooling package — in some cases by making specially ground inserts that over time become standard geometries due to successful applications.
Pollock anticipates a general increase in high-feed machining.
“It’s all about getting the job done faster,” he said. “Even in our own operation, we formerly had two high-feed mills, and now we’re increasing that to five or six. Modern machines have become incredibly agile, and there’s a demand for greater speed and versatility in the generation of both more conventional and complex parts.”
The focus on higher-production operations is exceptionally positive for ceramic tooling.
“Even though ceramic tooling is more expensive — on average 40% more than carbide — it is capable of machining at eight to 10 times faster than carbide,” Howard said. “Also, cutting tool material advancements like Bidemics extend machining capabilities to 16 times faster than carbide while ensuring stability and productivity.”
Andersson stresses the need for customer sensitivity in terms of materials and machines.
“Too often,” he said, “the customer does not have all the details as to what is needed to accomplish the machining challenge. Therefore, we are more involved with combined processes, such as roughing and finishing in the same operation, but to a higher standard and closer tolerances than has traditionally been the case. Also, we are seeing a greater variation in material composition, where formerly conventional materials possessed a greater degree of uniformity. To remedy this, we have worked to develop in-between grades that possess a greater individuality and sensitivity to the material being machined.”
As with other metalworking processes, facemilling has become more challenging over time. OEMs and shops seek increased productivity with more precision and simplification. The shortage of highly skilled labor and the proliferation of exotic materials have resulted in a challenge that can be met only by increased cooperation between tooling manufacturers and customers.
Contact Details

Contact Details

Contact Details

Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- button cutter
button cutter
Round insert that is able to spread the stresses generated by the cutting forces over a larger area than other insert shapes. However, a round insert generates higher axial forces, which transfer into the workpiece.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- ceramics
ceramics
Cutting tool materials based on aluminum oxide and silicon nitride. Ceramic tools can withstand higher cutting speeds than cemented carbide tools when machining hardened steels, cast irons and high-temperature alloys.
- chemical vapor deposition ( CVD)
chemical vapor deposition ( CVD)
High-temperature (1,000° C or higher), atmosphere-controlled process in which a chemical reaction is induced for the purpose of depositing a coating 2µm to 12µm thick on a tool’s surface. See coated tools; PVD, physical vapor deposition.
- depth of cut
depth of cut
Distance between the bottom of the cut and the uncut surface of the workpiece, measured in a direction at right angles to the machined surface of the workpiece.
- facemilling
facemilling
Form of milling that produces a flat surface generally at right angles to the rotating axis of a cutter having teeth or inserts both on its periphery and on its end face.
- lead angle
lead angle
Angle between the side-cutting edge and the projected side of the tool shank or holder, which leads the cutting tool into the workpiece.
- metalworking
metalworking
Any manufacturing process in which metal is processed or machined such that the workpiece is given a new shape. Broadly defined, the term includes processes such as design and layout, heat-treating, material handling and inspection.
- stainless steels
stainless steels
Stainless steels possess high strength, heat resistance, excellent workability and erosion resistance. Four general classes have been developed to cover a range of mechanical and physical properties for particular applications. The four classes are: the austenitic types of the chromium-nickel-manganese 200 series and the chromium-nickel 300 series; the martensitic types of the chromium, hardenable 400 series; the chromium, nonhardenable 400-series ferritic types; and the precipitation-hardening type of chromium-nickel alloys with additional elements that are hardenable by solution treating and aging.
- titanium aluminum nitride ( TiAlN)
titanium aluminum nitride ( TiAlN)
Often used as a tool coating. AlTiN indicates the aluminum content is greater than the titanium. See coated tools.
- toolpath( cutter path)
toolpath( cutter path)
2-D or 3-D path generated by program code or a CAM system and followed by tool when machining a part.
Author

Frank Burke has more than 35 years of experience in the machine tool and allied industries. He has worked for Cincinnati Milacron and subsequently for White-Sundstrand Machine Tool Corp. He has written extensively on technology and communications topics and holds an MBA from The Wharton School of the University of Pennsylvania. Telephone: (414) 225-9200. E-mail: [email protected].
Contributors
NTK Cutting Tools USA
248-668-0100
www.ntkcuttingtools.com
Walter USA LLC
800-945-5554
www.walter-tools.com
YG-1 Tool (USA) Co.
800-765-8665
www.yg1usa.com
