Technology advances CNC broaching systems
Technology advances CNC broaching systems
Broaching on a CNC machine enables multitasking, streamlines setups and saves money.
Modern broaching dates to the 19th century, and the technology remained pretty straightforward for most of the ensuing years. But today, the more than 150-year-old technology has entered a new millennium with tool systems that allow broaching to be integrated into today's CNC machining environment. Parts now can be broached in a linear or rotary process and machined in one setup, not as a secondary operation. Typically, broaching part features on a CNC machine is done at a fraction of the cost of traditional methods.
The broaching process traditionally is a stand-alone operation. Broaching can effectively generate finished shapes in one pass. This is especially true of jobs that require long production runs—that is, jobs that don't need many tool changes.

A family of broaching toolholders from Polygon Solutions. Image courtesy of Polygon Solutions
Over time, as CNC technology developed, end users wanted to integrate broaching into CNC equipment so they could apply other cutting tools in the same machine. Broaching companies designed tools, tool bodies and holders that could be incorporated into this CNC environment. In one setup, users could achieve precise cuts and reduce the potential for tolerance stackup that occurs when having to move parts from machine to machine. CNC and rotary broaching had arrived.
The evolution of the technology continued as broaching systems featuring indexable-insert broaching tools and toolholders were introduced. These holders accept multiple specialized inserts for customers' particular applications.
"Now, instead of changing the broaching, you just change the tips on the holders," said Fred Wanat, engineering and production manager at Hassay-Savage Co., Turners Falls, Massachusetts. "This gives you more flexibility and more options to be able to broach different features."
Greenfield, Massachusetts-based The duMont Co. purchased Hassay-Savage in 2017 to make it part of duMont's Pilot Precision Products Group. Hassay-Savage makes CNC single-point broaches, which are application-specific tools, and CNC broaching systems with tool bodies that accept multiple specialized inserts for jobs.
Hassay-Savage offers a slew of standard broaches in various dimensions and can create specials. In addition, the company produces kits that include the tooling and accessories for particular applications. One kit is the AR15/M16 Magwell Kit for broaching the magazine well of a gun. Instead of buying a specialized $100,000 broaching machine and an $8,000 broach—assuming that the job is big enough to justify the expense—end users purchase a $4,000 kit suitable for lower-volume work and use the kit on standard CNC machines, Wanat said.
The Magwell Kit eliminates the need for a secondary offline application. Most magwell broaching currently is done in a two-step process that requires rough milling on a CNC machine and then finishing on a vertical broaching machine. Using tools in the kit, which includes three tool bodies and three types of inserts, saves time and money by not necessitating a dedicated machine and operator.
"CNC broaching allows job shops and OEMs to have completed parts in as little as a single operation and single day," said Matt Hagopian, vice president of business development for Hassay-Savage. "This is a huge competitive advantage and allows higher profitability for machine shops with limited capabilities."
CNC Benefits
CNC broaches come in many forms. According to Hagopian, the different types of CNC broaches include rotary, or wobble, broaches, which are typically applied on a lathe or Swiss-style machine using a specialized holder but also can be used on a mill. Additional types include index, or punch, broaches, which are primarily applied on Swiss lathes utilizing the subspindle for "free machining." Single-point broaching is performed on lathes or mills typically to generate a keyway or square radiused corners. Lastly, indexable broaches, which are used on lathes, Swiss machines and mills, can be produced in any shape or size to create features that range from a standard keyway to a complex profile with multiple radii and even splines.

These special inserts are for broaching magwells. The Hassay-Savage AR15/M16 Magwell Kit comes with three tool bodies, three types of inserts, two drivers and an alignment tool. Image courtesy of Hassay-Savage
Broaches "can be used in low- and high-production environments and can be coupled to a driven head that increases broaching speeds by more than 300 percent," Hagopian said.
In fact, broaching may be done on any machine with a turning center, including manual machines, such as Bridgeports, and screw machines, said Steve Derbin, owner and sales manager at Fort Myers, Florida-based Polygon Solutions Inc. Its product line features a rotary broach, which cuts a part's full form one corner at a time in one pass without the need for a secondary operation.
Broaching jobs that can be performed on a CNC machine include internal and external profiles and various shapes, such as hexagons, squares, splines, Torx, Rosan, Torx Plus, double (hexagons, D's, squares and keyways), single D's, serrations, triangles, letters, numbers and custom forms made from a variety of materials.
The benefits of broaching on a CNC machine include fast speeds to create final forms, high accuracy, low heat, high repeatability and easy operation utilizing standard drilling G code. Broaching on a CNC machine also eliminates the need for secondary operations, such as wire EDMing, Derbin said.
Broaching applications on CNC equipment are diverse and growing. For instance, Elgin, Illinois-based Schwanog LLC, a producer of insertable form tools, developed a broaching tool for creating serrations on turned parts using CNC equipment. In conventional machining, the production of serrations on turned parts requires a separate process. With this tool, people are able to use a new approach on a conventional lathe with a C-axis in a single operation.
The broaching tool carries a quarter-circle geometry with multiple teeth. Only the first tooth carries a complete finish-depth profile while the remaining teeth are for roughing.
Broaching the serration is a two-step operation. In the first step, the spindle does not move, and the broaching tool feeds three times until the first tooth is entirely established. During the second step, the spindle starts indexing, and the successive teeth continuously broach until the finished depth is reached.
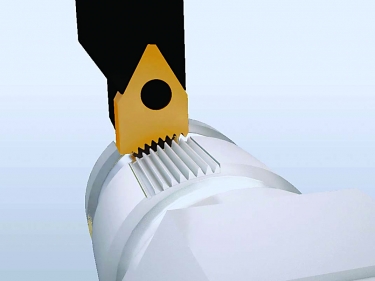
Broaching a serration on a part's OD using Schwanog's PWP form tool system. Image courtesy of Schwanog
The advantages of this system are significant cost savings from setup time and cycle time reductions, Schwanog reports.
These benefits are being realized by manufacturers across a large swath of sectors. Wanat said one growth area is in the medical and dental industries, which broach using Swiss-style CNC machines.
"We are making smaller and smaller broaches for this type of work," Wanat said.
For example, a bone screw might require a hexagon, hexalob or Torx shape machined into the part. These options can be broached into the end of the bone screw with a ±0.0005" tolerance.
Overcoming Challenges
Broaching, whether traditional or with CNC indexable tooling, can present challenges. Many are being overcome or at least mitigated with technology or by tweaking the process.
For instance, broaching an internal hexagon, square, Torx or keyway in a blind-hole with a traditional linear broach is not feasible. Unlike conventional broaching in which a broach is pulled through the entire length of the part, thus requiring a through-hole, rotary broaching allows the machining of polygon forms into a blind-hole at the end of a workpiece. This process can be achieved in seconds on any mill, lathe or vertical machining center.
Derbin advised keeping a few things in mind when broaching a blind-hole. If possible, drilling needs to be slightly deeper than the depth of the form to be broached. This allows room for chip accumulation at the bottom of the hole. An undercut ideally should be added so chips can freely break away.
Centering and alignment also can be challenging. Rotary broaching is well suited for making small forms like hexagons and squares in soft materials, such as aluminum, brass and mild steel. However, when it comes to aligning multiple holes using a rotary broaching tool, the operation is extremely demanding, Derbin said. Most rotary broach holders have a free-turning spindle, which does not allow alignment of the holes. He said it is important to center the rotary broach as closely as possible to the middle of the workpiece. If not properly centered, users may experience oversized forms or uneven form configurations.

The rotary broach brake is a simple device used to keep a broaching spindle tight enough to hold orientation but loose enough to allow the spindle to turn while broaching. Image courtesy of Polygon Solutions
Polygon Solutions' proprietary rotary broach brake is a new mechanical solution for aligning broached forms. In addition, the company's toolholders are adjustment-free and require minimal setup.
"As long as your toolholder block on your turret or your machine spindle on your mill is centered with your workpiece by 0.0002", you can simply insert our toolholder and clamp it down," Derbin said.
Another area often considered challenging when broaching relates to a material's tensile strength, which can be a major factor for how a workpiece material responds during broaching. The higher the tensile strength, the lower the odds of successful broaching. But that rule of thumb is changing, Wanat said. A TiN coating helps the broach perform well under high-load conditions and when broaching difficult-to-machine materials, such as those found in the medical industry.
While some materials might be challenging to broach, it does not mean that these materials cannot be broached, according to Derbin.
"Opening up your pre-drill diameter or broaching a shallow depth may allow you to achieve rotary broaching on certain materials," he said. "However, broaching these materials can reduce the rotary broach tool life. As technology improves and testing continues on various materials, we are confident that we will soon be able to recommend additional materials that can be broached using rotary broaching."
New materials, enhanced processes and other advances are happening fast. As broaching technologies solve systemic challenges, this longtime production process should remain a productive option for quite some time.



