Good news for component manufacturers looking for more shape options from the grinding process: The skyline is the limit for a grinder featuring unique technology for turning out nonround parts.
Developed by Le Landeron, Switzerland-based machine tool manufacturer Rollomatic SA, the ShapeSmart model NP50 is a five-axis “pinch/peel” grinding machine. The NP50 can grind carbide, high-speed steel and stainless steel to produce cylindrical components with excellent surface finish and concentricity, according to the company.
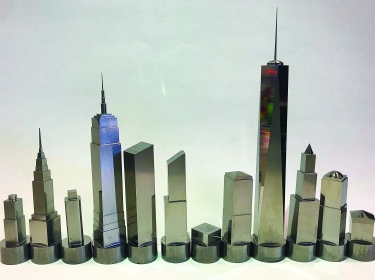
The pinch/peel process was used to grind these nonround carbide punches resembling buildings along New York City’s skyline. Image courtesy of Rollomatic
Rollomatic invented pinch/peel grinding, a process that simultaneously applies both a roughing and finishing wheel to a part. As a result, roughing and finishing are completed in one pass, eliminating the need for two separate processes and reducing cycle time. The two grinding wheels run on separate spindles and are positioned by independently controlled CNC linear slides.
In addition to cylindrical grinding, the NP50 offers a nonround pinch/peel grinding process designed to ensure form accuracy, tight tolerances and low runout.
“You have no deflection because you are applying the wheels to two sides of the part,” said Eric Schwarzenbach, president of Mundelein, Illinois-based Rollomatic Inc., the company’s North American headquarters. “If you only use one wheel, you are deflecting (the workpiece), so you can’t do long and thin parts.”
Common nonround shapes that can be made by the NP50’s pinch/peel process include ovals, squares and rectangles. He said the process also can produce “weird” shapes. For example, one of Rollomatic’s magazine ads shows a group of carbide parts that look like the buildings along the New York City skyline. These parts all were made in one chucking by the NP50, he said.
The key to grinding nonround parts is software that positions the grinding wheels in relation to the clamped workpiece.
To make a square part, for example, “the wheels move in and out four times and the software tells the wheels exactly where to be,” Schwarzenbach said, “so the finished part looks like a square in the end.”
Rollomatic also touts new technology in the NP50 aimed at making the nonround grinding process faster and more accurate. For example, the belt-driven workhead in older Rollomatic grinders has been replaced by a workhead with a direct-drive spindle.

The ShapeSmart model NP50 pinch/peel grinding machine can grind both round and nonround parts. Image courtesy of Rollomatic
“Though we had a very precise system before,” Schwarzenbach said, “with direct drive and an encoder on the workhead, we can interpolate very accurately for nonround grinding.”
Thanks to the increased accuracy made possible by direct-drive technology, he said nonround parts made by the NP50 lack the transition lines visible on components made with the belt-driven system. Since there’s no need to slow down the process to deal with appearance-marring lines, the NP50 can complete nonround grinding 20% to 30% faster than belt-driven counterparts, he said.
In addition, both round and nonround parts produced by the process benefit from a switch from asynchronous to synchronous motors. Schwarzenbach said synchronous motors provide constant spindle rpm that increases grinding accuracy and produce a much more efficient torque curve than regular asynchronous motors.
To get the best performance from the NP50, he recommends using a good chilled coolant oil, as well as top-notch dressing and balancing machines for the wheels.
Since Rollomatic’s patent for pinch/peel grinding expired, other machine tool builders around the world have incorporated that technology into their products. However, Schwarzenbach said Rollomatic’s pinch/peel grinding software is “years and years” ahead of competitors because of the company’s lengthy experience with the technology.
He also said Rollomatic’s patent for nonround grinding technology remains in effect.
“So nobody can do nonround grinding the way we do it,” Schwarzenbach said.
Contact Details

Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cylindrical grinding
cylindrical grinding
Grinding operation in which the workpiece is rotated around a fixed axis while the grinding wheel is fed into the outside surface in controlled relation to the axis of rotation. The workpiece is usually cylindrical, but it may be tapered or curvilinear in profile. See centerless grinding; grinding.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding machine
grinding machine
Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpiece surfaces. When ultrasmooth surfaces and finishes on the order of microns are required, lapping and honing machines (precision grinders that run abrasives with extremely fine, uniform grits) are used. In its “finishing” role, the grinder is perhaps the most widely used machine tool. Various styles are available: bench and pedestal grinders for sharpening lathe bits and drills; surface grinders for producing square, parallel, smooth and accurate parts; cylindrical and centerless grinders; center-hole grinders; form grinders; facemill and endmill grinders; gear-cutting grinders; jig grinders; abrasive belt (backstand, swing-frame, belt-roll) grinders; tool and cutter grinders for sharpening and resharpening cutting tools; carbide grinders; hand-held die grinders; and abrasive cutoff saws.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

William Leventon is a contributing editor to Cutting Tool Engineering magazine. Contact him by phone at 609-920-3335 or via email at [email protected].
