I would like to challenge readers to take a good look at the venerable 4-jaw independent lathe chuck. Many machinists may have never used one. Hopefully, my call to arms will change that, and a whole new world of workholding will open up to them.
In many of the shops where I’ve worked, the 4-jaw sat under the lathe, covered in chips and oil, patiently waiting for its turn on the machine. It watched while the 3-jaw or some other chuck held most of the work. Now, 3-jaw chucks have their place, but they really do only one job well: Allow the user to approximately and quickly center material.
So what’s the problem? “Approximately” is the problem. Anyone who has used a 3-jaw chuck to do precision work can attest to the lack of accurate centering that most deliver.
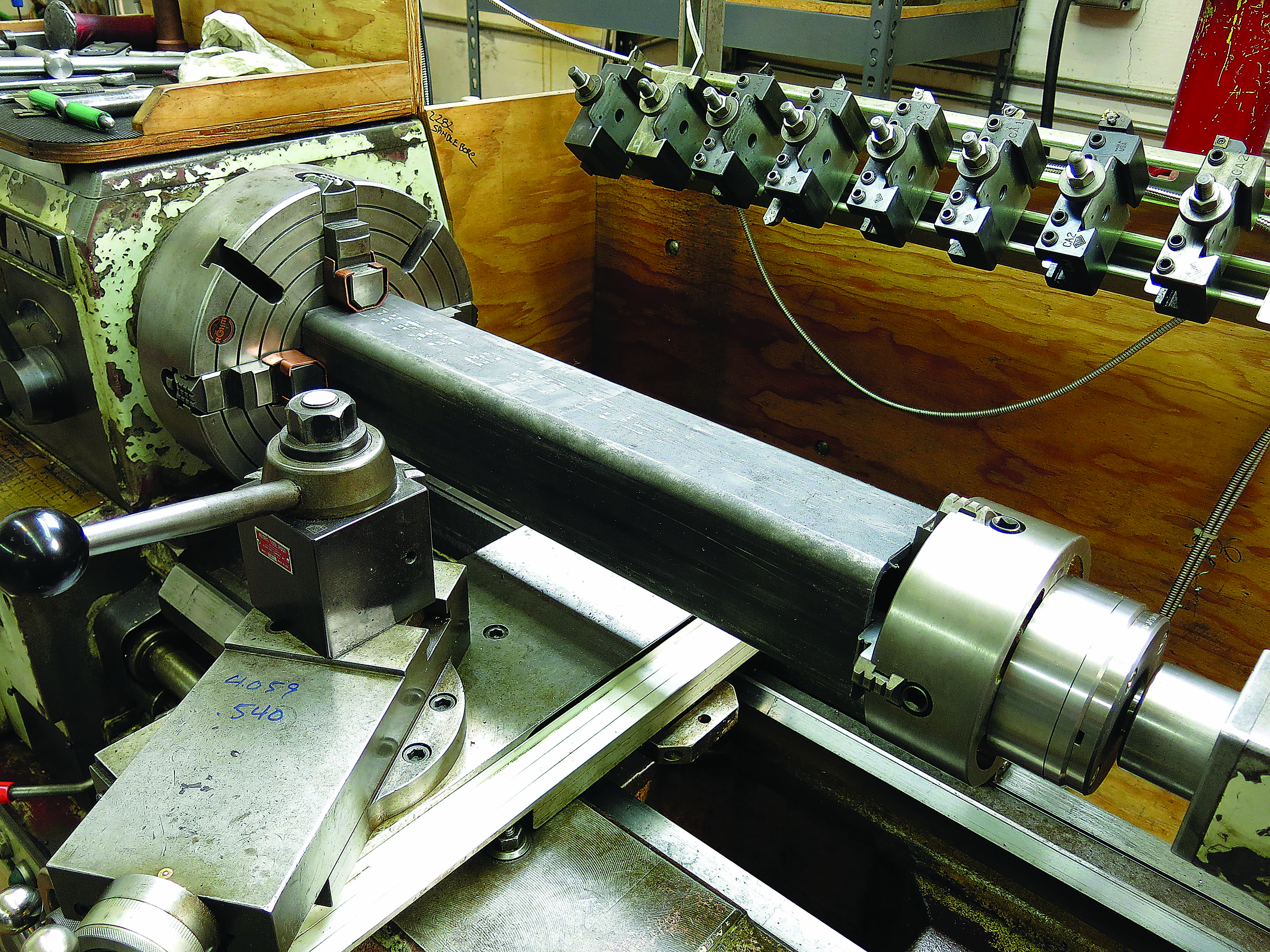
Figure 1. The tailstock-mounted 4-jaw is a great piece of tooling for holding tubular shapes where the outside surface of the tube is the reference datum surface. All images courtesy of T. Lipton.
If you want to step up your workholding game and do high-class work, take a fresh look at the 4-jaw independent chuck.
Some of its advantages are:
- superior accuracy, letting you indicate a part or feature as closely as you desire;
- holding odd- or irregularly shaped parts, including hexagons;
- holding square or rectangular parts;
- holding parts or features off the center of rotation;
- automatically compensating for chuck wear; and
- superior gripping pressure and part security. The screws of the 4-jaw act directly against the part instead of through the typical scroll common to 3- and 6-jaw chucks.
The big disadvantage of the 4-jaw is it’s slower for the inexperienced operator to get to the metal-removal part of the job. Thankfully, there is a simple cure. A little bit of practice with the 4-jaw chuck goes a long way toward improving the quality of your lathe work.
Remembering this simple mantra will set you on the path to mastery of the 4-jaw chuck: “Tighten your highs and loosen your lows.” At the high reading of the dial indicator, tighten the jaw closest to the high reading. “Loosen your lows” means to back off the jaw closest to the lowest reading. Use this approach for a couple of cycles while paying attention to equalizing clamping pressure on all four jaws, and you are on your way. The slower setup speed will be offset by increased accuracy and part-clamping security. An experienced 4-jaw operator can center a simple shaft in about a minute.

Figure 2. Use the tailstock-mounted 4-jaw chuck to assist with setting a lathe steady rest.
In addition, you can put a 4-jaw chuck to work in the tailstock of a lathe. Job shops are continually asked to perform repairs and odd one-off jobs. The 4-jaw chuck is the king of workholding for odd-shaped parts and mixed work. We can extend this broad workholding capability to include the tailstock of an engine lathe.
The tailstock-mounted 4-jaw is a great piece of tooling for holding tubular shapes—either round or square—where the outside surface of the tube is the reference datum surface (Figure 1). Bull or pipe tailstock centers can reference only the inside of the tube. They do not allow for accurate alignment. Both ends of the tube are indicated into accurate alignment. This allows minimal removal of material to clean the tube’s OD.
Construction of the tailstock 4-jaw is simply the plain back chuck mounted to a rotating bearing housing. The nonrotating part of the bearing housing has a Morse taper feature that plugs into the tailstock.
You can also use the tailstock-mounted 4-jaw chuck to assist with setting a lathe steady rest (Figure 2). The steady rest should be accurately aligned with the rotation of the lathe. If it’s not, long shafts or tubes can actually thread themselves out of the chuck jaws. Presetting the steady rest contacts puts you accurately on the axis of rotation and simplifies this sometimes tricky task.
So do yourself a favor. Drag out that old, dusty 4-jaw from its hiding place and give it a spin.
Related Glossary Terms
- centering
centering
1. Process of locating the center of a workpiece to be mounted on centers. 2. Process of mounting the workpiece concentric to the machine spindle. See centers.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
- steady rest
steady rest
Supports long, thin or flexible work being turned on a lathe. Mounts on the bed’s ways and, unlike a follower rest, remains at the point where mounted. See follower rest.
Author

Tom Lipton is a career metalworker from the San Francisco Bay area who has worked at various job shops. For more information, visit his blog and YouTube video channel.