Reduce lead times with Esprit
DP Technology's CAM software allows job shop to load the code, set the tools and go.
Combining the power of Camarillo, California-based DP Technology Corp.’s Esprit CAM software and Windsor, Connecticut-based Tsugami/Rem Sales LLC’s Swiss-style machines has been a boon for MacKay Manufacturing Inc., reducing the time the company takes to machine complex parts.
Founded in 1986 in Spokane Valley, Washington, MacKay Manufacturing is a job shop that focuses on aerospace parts and surgical instruments and devices. The company has more than 135 employees and runs a two-year on-the-job training program to ensure that machinists get the experience needed to handle complicated projects.
At any given time, MacKay has between 400 and 600 work orders in progress. Job quantities can range from a one-off prototype part to several thousand pieces, machined in common metals like aluminum, titanium and stainless steel, as well as more exotic materials, such as ToughMet and ceramic plastics. The parts MacKay makes are typically complex and require tight tolerances, special certifications and efficient prototyping. MacKay places high emphasis on oversight, robust documentation control and production process tracking to assure customers that the correct raw materials have been purchased and are being machined properly during each step of the manufacturing process.
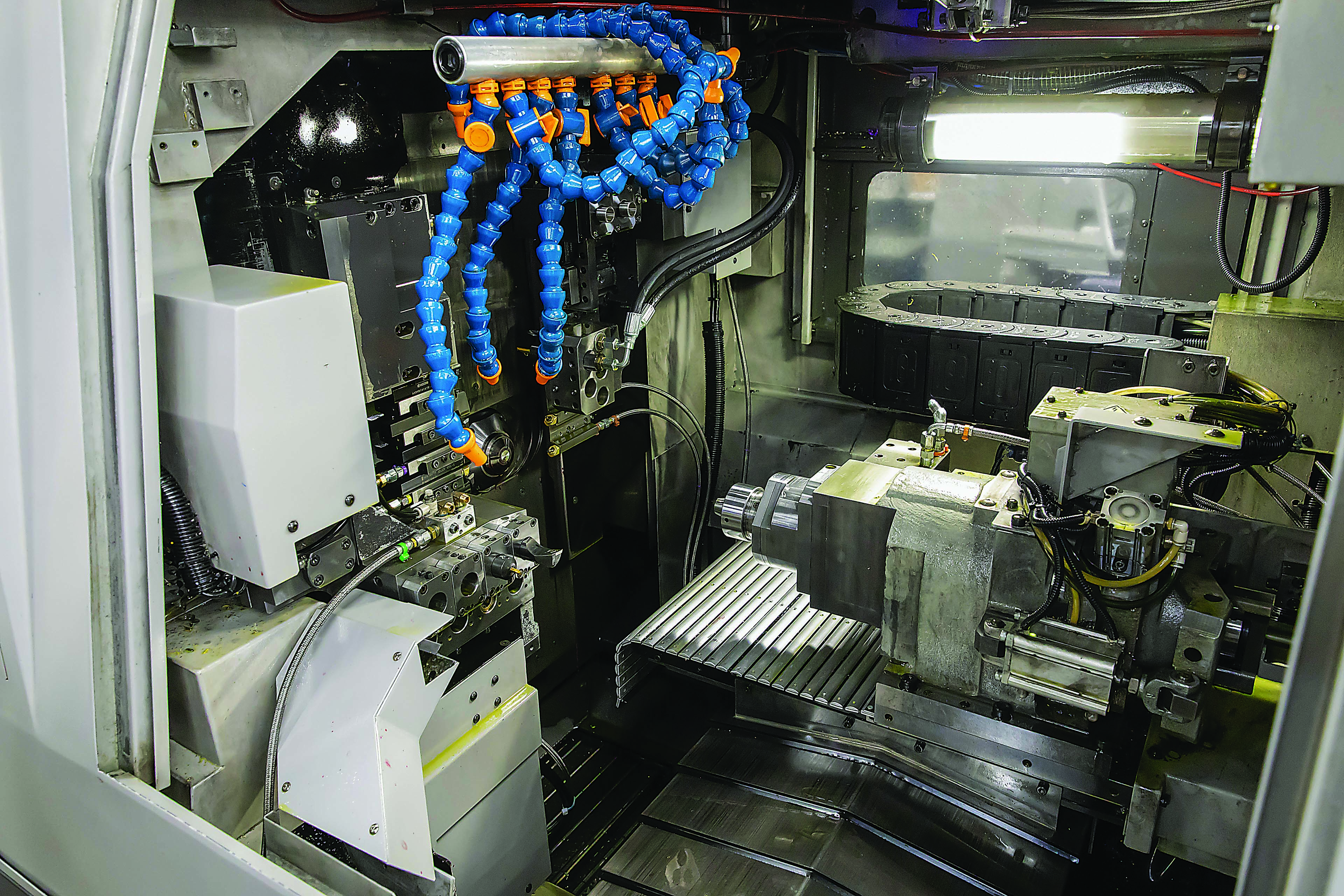
This Tsugami B0326-II machine tool is programmed with Esprit CAM software. Image courtesy of MacKay Manufacturing
MacKay’s production department runs almost 20 mills, including 11 5-axis LeBlond Makino horizontal machining centers, three Mori Seiki vertical mills and two Willemin-Macodel 408MTs. It also runs about two dozen lathes and Swiss-style turning machines, including three Tsugami 20mm Swiss-type screw machines with Iemca Boss 325 bar feeders; a Tsugami MU26; and five Tsugami 32mm Swiss-type turning centers with dual spindles, independent turrets, live tooling and thread whirling capability. The prototype department has six Mori Seiki vertical mills, two wire EDMs, three Bridgeport mills and a number of other machine tools.
To efficiently cut small parts, MacKay purchased its first Tsugami 20mm screw machine in 1998.
“We chose Tsugami because they have a reputation for being reliable, durable machines, and they’ve proved that to be true,” said Manufacturing Supervisor Gabe Compton. “We also chose Tsugami because of their excellent customer service and their relationship with the Tsugami/Rem Sales distributor Ellison Technologies, with whom we were already affiliated.”
MacKay began using Esprit in early 2010 on a Mori Seiki machine and now runs five seats of the CAM software to generate code for multiple machines, including the Tsugami lathes.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
August 2019
QR codes and videos from this issue
Print QR codes, video callouts, and in-magazine links for this article now point to the CTE video hub in the HTML version.


