Putting a damper on vibration
Look Ahead: The Self-Tuning Mass Damper from MAQ and its adaptable polymers help curb machine inefficiencies
The Beach Boys may have celebrated “Good Vibrations,” but people who work in the machining industry will agree that the best vibrations are no vibrations.
Mass dampers traditionally have been used to reduce vibration when turning. These dampers must be tuned appropriately, however, to account for such factors as cutting speed, tool wear and the workpiece material. As a result, operators must frequently stop the machines to reset the dampers, leading to a variety of inefficiencies in the process.
These concerns have been addressed with the introduction of the Self-Tuning Mass Damper by Stockholm-based MAQ. The key to the STMD is its design. The impetus came when Qilin Fu, MAQ’s co-founder and CEO, was a doctoral student at KTH Royal Institute of Technology in Stockholm. He studied how vibration affected machining and realized there were opportunities for improvement.
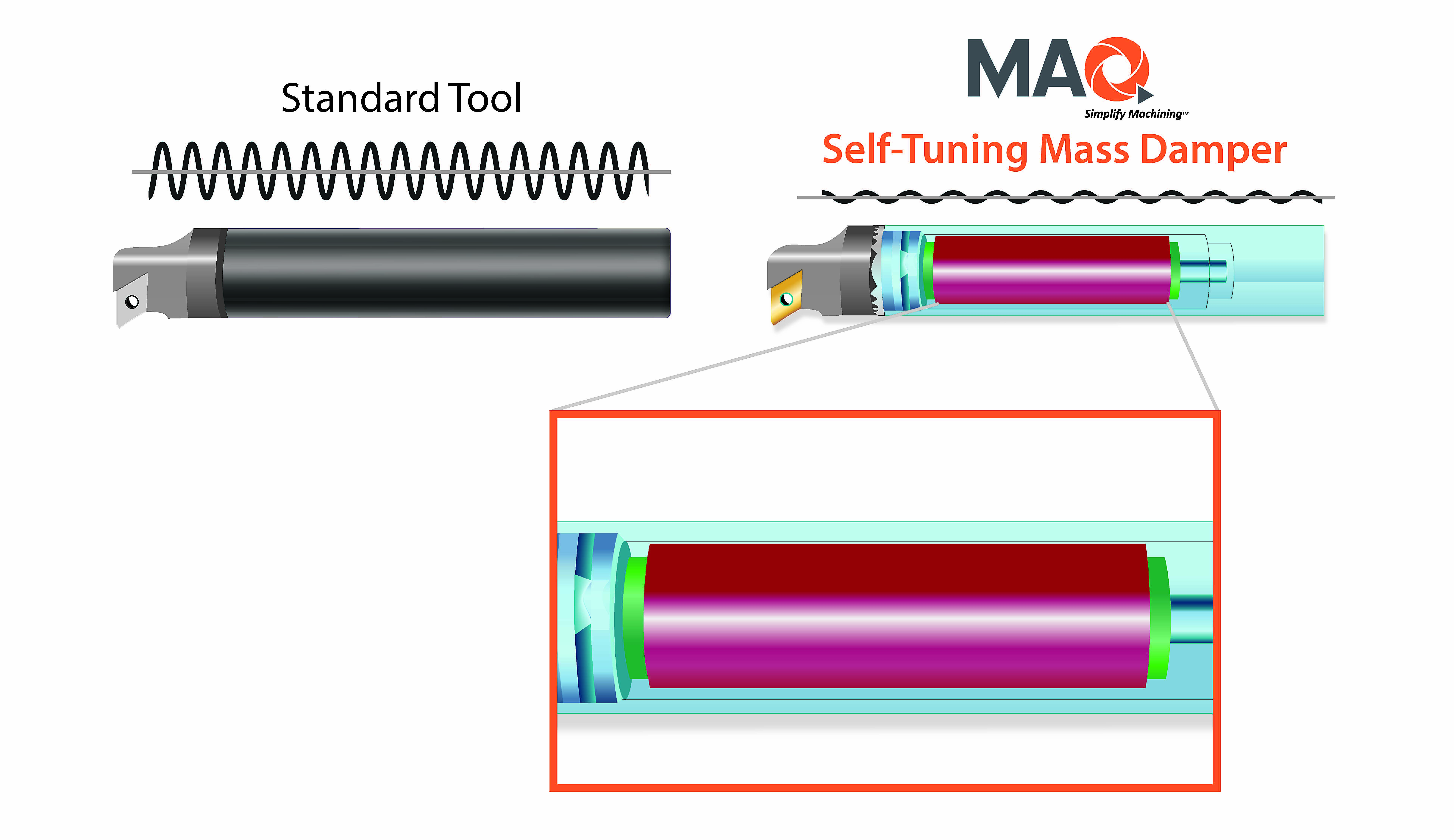
Polymer discs inside the STMD react and adjust to changes in vibration. Image courtesy of MAQ
“We had a breakthrough in 2015,” Fu said. “Using existing polymers, my colleagues and I developed methods for accurately measuring a polymer’s frequency-dependent stiffness. We found that some polymers have a substantially increased stiffness with increased frequency.”
Eventually, the team determined that a group of polymers, having a particular physical structure and chemistry, will exhibit the required frequency-dependent stiffness for mass damper applications.
Machine tools vary in size and age, and these variables influence vibration. A typical mass damper has to be tuned for each combination of those factors. The STMD is different because of the adaptability of its polymers. Inside the tool is a tungsten mass supported by polymer discs. The discs react to changes in vibration, changing their own stiffness in response and maximizing their damping effectiveness.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


