Productive presetting
If you use a CNC lathe or machining center to set tool lengths, you may want to go offline.
My first article about tool presetting appeared in Cutting Tool Engineering just over two decades ago. Call me Capt. Obvious, but it’s clear that a great deal has changed since then. Five-axis machining centers and multitask machines are now commonplace. And then there’s the big kahuna, industry 4.0, which is changing manufacturing as we know it.
What hasn’t changed is the desire to reduce setup times and avoid expensive crashes due to human error. Considering how quickly machine tools move, their high price tags and their ever-increasing complexity, reducing setup times and preventing crashes are more important than ever. One of the best ways to address these concerns and simultaneously bring much-needed order to the toolcrib is offline tool presetting.
Changing Directions
Several industry experts have good news: Compared with the pre-Y2K period, a huge number of shops have adopted presetting strategies. The bad news is that a lot of shops still haven’t, preferring instead to waste time and increase risk by using CNC machine tools as overpriced presetters.
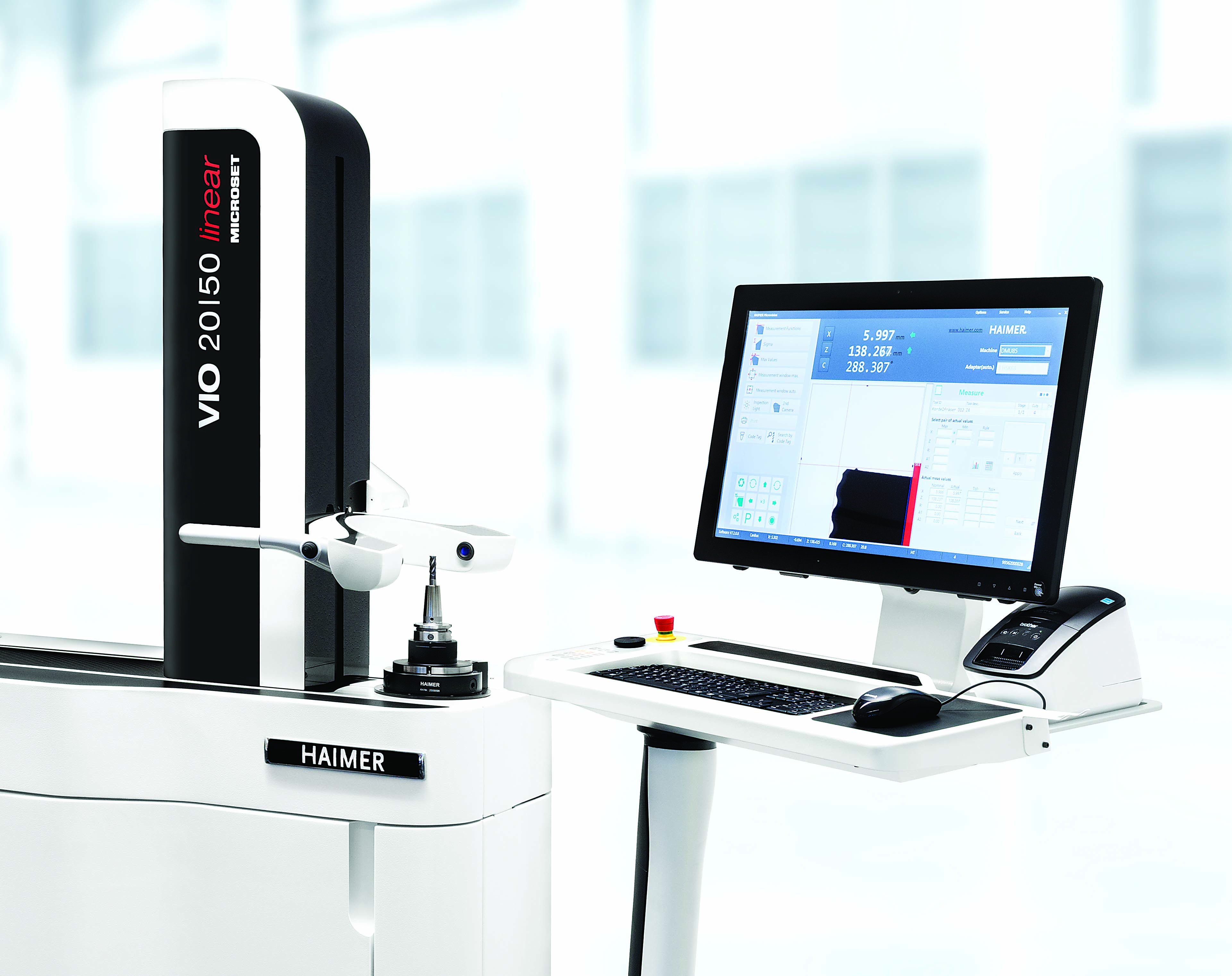
Haimer USA’s VIO 20|50 linear Microset presetter. Image courtesy of Haimer USA
Andrew Esposito, sales manager at East Windsor, Connecticut-based Koma Precision Inc., said after eight years of representing the Elbo Controlli line of tool presetters, his team developed a Koma Precision-branded system based on the company’s extensive presetting knowledge. The Prime system was made to Koma Precision’s specifications by a company in Italy and designed as an entry-level noncontact unit for the U.S. marketplace.
Koma Precision offers several other presetter models as well. Features such as autofocus, label printing, network capability and advanced software capabilities are available. Each feature and tier drives up the price point, leading many shops to wonder which system is right for them.
“I would suggest that any presetter is better than no presetter at all,” Esposito said. “So start with whatever you can afford, and work up from there. That’s the beauty of the Prime, in that it’s quite affordable and easy to use.”
That is good advice, but he’s not the only person to imply that many shops new to presetting tend to underbuy on their first machines before purchas-ing one with greater capabilities once they see the many benefits. That’s OK because a starter machine often is relegated to the shop floor where it can be used for quick measurements after tools break, for instance.
A return on investment calculation is in order for any equipment purchase, and tool presetters are no different. There’s no need to do math in this case, though—the websites of Koma Precision and other suppliers provide ROI calculators that can prove quickly that even a small shop doing a handful of setups each day frequently recoups investment in months.

Koma Precision’s Prime is an entry-level noncontact tool presetter. Image courtesy of Koma Precision
“You’re always met with some skepticism early on in the sales process,” Esposito said. “But once you walk someone through it—even using very conservative values—it’s easy to show that payback is quite fast.”
What’s not illustrated by these calculators, however, is risk avoidance. Eliminating just one crash due to a fat-fingered tool offset is easily enough to pay for most presetting systems. He said this is why it’s important to opt for the automatic upload feature on any presetter purchase.
“It doesn’t add much to the price,” he said. “But it can sure help avoid having a bad day.”
Closing the Loop
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.