If you go back 40 years, pacemakers were so large that heart patients had to carry them around, recalled Raghu Vadlamudi, chief research and technology director at medical device manufacturer Donatelle.
Today, of course, the story is very different. Pacemakers have shrunk to the size of AAA batteries and are implanted in patients’ bodies.
Machining medical microparts presents many challenges for Donatelle, New Brighton, Minn., and the other firms that tackle the task. These challenges are met on a daily basis, thanks to a combination of ingenuity and technology, along with a dose of effective machining practices.
Smaller Medical Parts
The inexorable move toward smaller medical parts—in addition to implantable ones like pacemakers—has been driven more recently by wearable medical devices, according to Vadlamudi. The smallest parts Donatelle machines are for cardiac and eye products. The largest dimension of these parts is about 1mm (0.039"), and some have drilled holes as small as 50µm in diameter, with ±5µm tolerances.
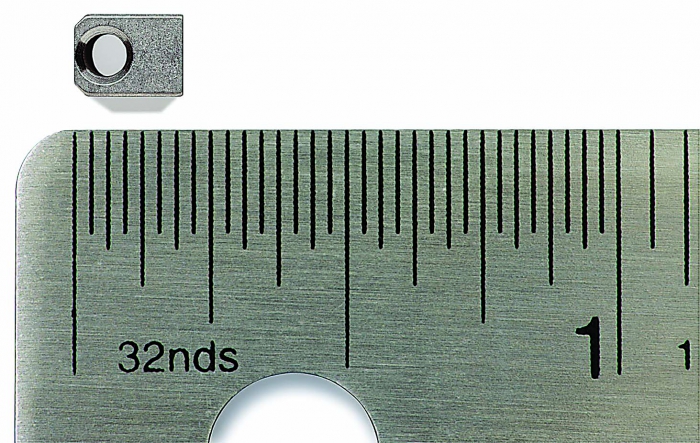
The tiny machined connector block above the ruler is used in an implantable pulse generator device. Image courtesy of Donatelle.
Machining firms can move larger parts from one machine to another during the manufacturing process without sacrificing part accuracy, Vadlamudi noted. “However, with microparts, you lose the luxury of using six different pieces of equipment.”
Multiple moves and setups would have an adverse impact on the accuracy of such small parts. Following the practice in the watchmaking industry, Donatelle takes advantage of available technology to finish medical microparts using a single machine.
While Donatelle machines implantable-grade materials, East Coast Precision Manufacturing LLC, Chester, Conn., specializes in machining plastics. Small medical parts machined by East Coast include insulators for cabling used in medical device electronics. One such piece measures 0.020" (0.508mm) in diameter, features a 0.008"-dia. (0.203mm) hole and was produced to a tolerance of ±0.0002" (0.0051mm), noted Mark Rohlfs, company president.
To make such components, East Coast uses conventional CNC machines adapted to run small parts. An example of these adaptations is using coolant filters to help prevent machine operators from confusing chips with the tiny parts.
“If coolant with chips in it is flooding the parts, the chips can be as big as the parts,” Rohlfs explained. “We can’t sort the parts if we’re not filtering the coolant to make sure it doesn’t pick up chips of any consequence.”
Instead of CNC machines, EDM Department Inc., Bartlett, Ill., relies mainly on electrical discharge machining to make tiny medical parts. One such steel part, for a cardiac application, measures roughly 1mm (0.039") in diameter by 1.2mm (0.047") long, with holes approximately 0.25mm in diameter. The part also features very small corner radii measuring 0.004" or less.
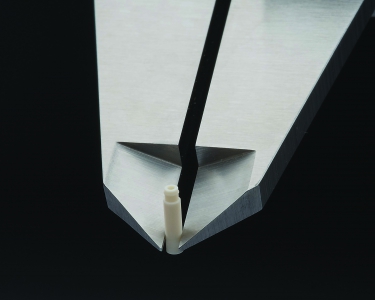
This insulator was machined out of PPS for medical device cabling. Image courtesy of East Coast Precision Manufacturing.
To make parts with microfeatures, EDM Department must first mill graphite or copper electrodes for the EDM process, explained operations manager Kevin Levy. “We do a lot of electrode work with microcutters.” The company’s high-speed graphite-cutting mills, which run at 36,000 rpm, have an encoder resolution of 0.00001" and rotate cutters as small as 0.002" (0.051mm) in diameter.
These milling machines also have extra-rigid bases to minimize vibration. “If you’re using a 0.002" cutter and you get any chatter, you can snap the tool instantly,” Levy noted.
Meeting Challenges
When confronting micromachining challenges, simply being careful and paying attention to detail will get you a long way, even with conventional machines and tools, according to East Coast’s Rohlfs. For example, he said, “some people lay out their tools on a rag and keep them separated. But others just put them on a hard table and they slide and bang against each other.” The result: dull, chipped or broken tools.
Manufacturers sell cutting tools as small as 0.0002" (5µm) in diameter for micromachining. However, it can be hard to find manufacturers that stock such small cutting tools. “Manufacturers often list them,” Levy said, “but don’t stock them because they are so small.” As a result, EDM Department works with multiple cutting tool sources and also keeps its own stock of microtools.
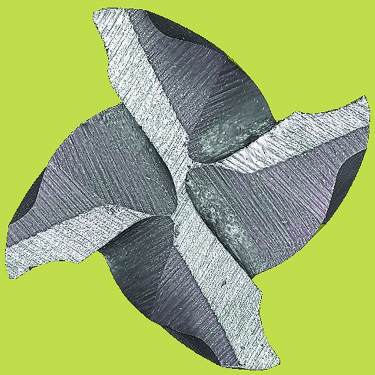
EDM Department’s 3D optical metrology system was used to produce this profile of a microtool. Cutters like this machine EDM electrodes used to create microscale medical parts. Image courtesy of EDM Department.
Another challenge the company encounters is using multiple microcutters that are supposed to be the exact same size but are not. Even minute variations in size matters For example, if EDM Department bought 20 tools that are supposed to be 0.0050" (0.127mm) in diameter but half are actually 0.0052" (0.132mm) in diameter, the company wouldn’t want to use all of them in a single machining run. That small difference in diameter would make a significant difference in the size of the machined EDM electrodes.
To address the problem, EDM Department uses a high-resolution metrology technology called variable focus to inspect the cutters it purchases. The technology produces 3D solid models of the cutters, with resolutions down to a nanometer. With such accurate measurement data, the company can then sort the 0.0050"- and 0.0052"-dia. cutters into two groups and use them in separate machining runs.
“We modify our NC program and use the larger cutters together,” Levy said. “We just need to know how much to modify the cutter compensation.”
Once machining is completed, the next challenge is handling parts that can be smaller than the chips produced during the cutting process. In some cases, a robot picks up and moves finished microparts to washing, measuring and packaging stations, Vadlamudi said. Other times, Donatelle uses a vacuum-type device to suck tiny parts out of a machine tool.
A handling option employed by East Coast is to set up a little chute next to the machining area and direct coolant so it flushes parts down the chute.
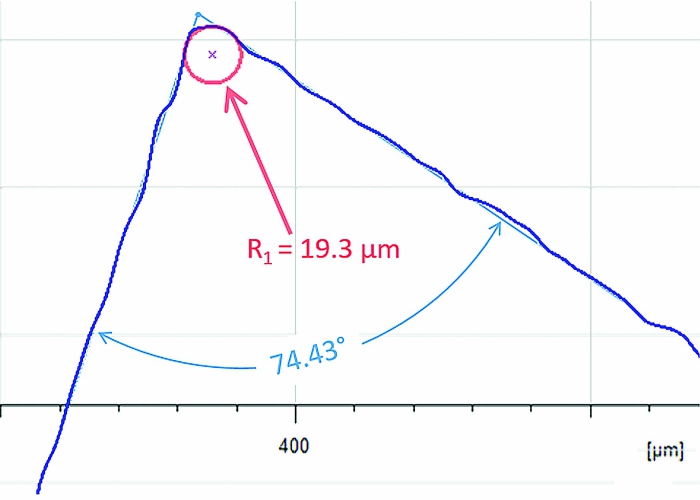
Using its 3D optical metrology system, EDM Department measured the corner radius of a micromedical component by automatically best-fitting a perfect circle (shown in red) to the 3D data set. The EDM wire size used to create this corner was 0.020mm in diameter. Image courtesy of EDM Department.
Medical microparts can be so tiny that just seeing them can be challenging. “Our parts are so small that we’re always looking at them using 20× or 40× magnification,” Vadlamudi said. Microscope magnification can be helpful in spotting surface flaws like scratches, as well as oil residues that shouldn’t be on implantable parts.
To inspect the smallest parts, Donatelle employs vision systems and a technology familiar to most people as an option for imaging internal body parts. “Computed tomography has come into the manufacturing world,” Vadlamudi said. “If it is not possible to hold the part for inspection, we use CT scanners.”
Recent Developments
In recent years, medical micromachining has also received a boost from micro EDM technology. According to Levy, sinker EDMs can produce holes down to 35µm in diameter. And wire EDMs can run wire down to 20µm in diameter, allowing them to produce holes, slots and corner radii as small as 15µm.
Micro EDMs are similar to their standard EDM counterparts, Levy said, but they are extremely rigid and offer extremely fast, accurate and repeatable (50nm in all axes) servo response. Because of the relatively high cost of micro EDM wire, Levy believes the best strategy for employing micro EDM is to use it only for tiny part features that require such small wire, after making the rest of the part with a standard EDM.
For micromachining that involves cutting tools, the tools must be smaller than normal to create microscale features. That means higher-than-normal spindle speeds are also required.
According to Vadlamudi, a good deal of development work is directed at producing spindle speeds of up to 1 million rpm. Superfast spindles “are in the labs at this point, but they are going to be in the mainstream in the near future,” he said.
Another development affecting medical micromachining is the increasing popularity of lasers. “As parts get smaller, lasers become the technology of choice for making them,” Vadlamudi said.
Among the reasons are that lasers produce no chips, require no cutting fluid and create a minimal heat-affected zone, which is important when cutting microscale parts.
In addition to being used by themselves for machining, lasers are now being integrated into machine tools. (See article on page 48.) This combination allows users to machine macro-features with regular cutting tools and then use the laser to create microscale features such as tiny holes.
A laser/machine tool hybrid, Vadlamudi said, is something “that I can’t wait to get my hands on.”
Contact Details
Related Glossary Terms
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cutter compensation
cutter compensation
Feature that allows the operator to compensate for tool diameter, length, deflection and radius during a programmed machining cycle.
- cutting fluid
cutting fluid
Liquid used to improve workpiece machinability, enhance tool life, flush out chips and machining debris, and cool the workpiece and tool. Three basic types are: straight oils; soluble oils, which emulsify in water; and synthetic fluids, which are water-based chemical solutions having no oil. See coolant; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- electrical-discharge machining ( EDM)
electrical-discharge machining ( EDM)
Process that vaporizes conductive materials by controlled application of pulsed electrical current that flows between a workpiece and electrode (tool) in a dielectric fluid. Permits machining shapes to tight accuracies without the internal stresses conventional machining often generates. Useful in diemaking.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- heat-affected zone
heat-affected zone
That portion of the base metal that was not melted during brazing, cutting or welding, but whose microstructure and mechanical properties were altered by the heat.
- metrology
metrology
Science of measurement; the principles on which precision machining, quality control and inspection are based. See precision machining, measurement.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- numerical control ( NC)
numerical control ( NC)
Any controlled equipment that allows an operator to program its movement by entering a series of coded numbers and symbols. See CNC, computer numerical control; DNC, direct numerical control.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
Author

William Leventon is a contributing editor to Cutting Tool Engineering magazine. Contact him by phone at 609-920-3335 or via email at [email protected].
Contributors
Donatelle
(651) 633-4200
www.donatellemedical.com
East Coast Precision Manufacturing LLC
(860) 322-4624
www.eastcoastmfg.com
EDM Department Inc.
(630) 736-0531
www.edmdept.com
