Maxing out multitasking: 5-Axis Machining
Get the most from combination turn/mill machines.
If you turn and mill workpieces, it’s time to take a hard look at so-called multitasking machines. Capable of both turning and milling, these machines eliminate the need to move workpieces that require both operations from one machine to another, as well as any error that results from the transfer. In addition, multitasking machines reduce setup time and positioning fixtures.
“You’re not making any money when you’re moving parts from one machine to the other,” said Joe Wilker, advanced multitasking manager at Florence, Kentucky-based Mazak Corp. “The only time you’re making money is when the material is in the machine and you’re making chips. So what we say is, pick up the raw material one time, put it in a machine, machine it complete, put it in a box, and ship it. That’s the concept of multitasking: a single platform for all your machining needs.”
Machining firms that employ multitasking have a variety of choices to make involving both the equipment they use and their approach to this machining strategy. Making the right decisions can help them go beyond the inherent advantages of combining turning and milling in a single platform and truly excel at multitasking.
Not Right for All
Before making these choices, however, potential customers must determine whether multitask machining is correct for their situations. For one thing, multitasking might not fit into the budget of every company that wants to utilize it. A multitask machine is more expensive than a turning center and a basic vertical machining center combined, and the cost is on par with some 5-axis VMCs, said David Fischer, lathe product specialist at Charlotte, North Carolina-based Okuma America Corp.
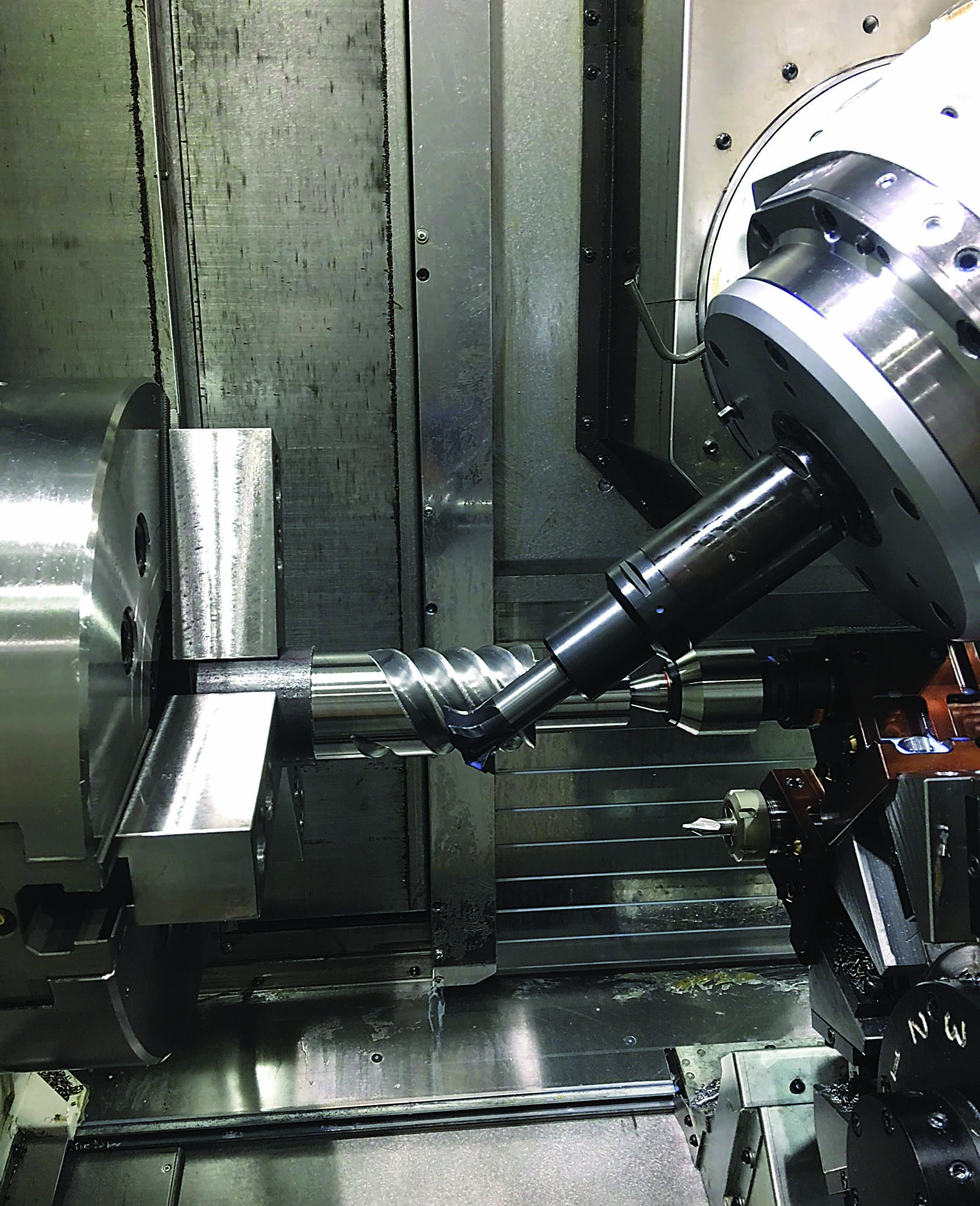
Doosan’s DVF 5000 multitask machine (left and above) enables simultaneous 5-axis machining. Image courtesy of Doosan Machine Tools America
Another consideration is the kind of parts a manufacturer makes.
“We have heavier-duty multitasking machines, but for the most part they’re made for a lot of finesse and creating complex geometries,” said Robert Appleton, deputy general manager of application engineering at Doosan Machine Tools America Corp., Pine Brook, New Jersey.
So a multitasker might not be the better choice for machining simple parts or extremely heavy parts that require more rigid turning and not much milling.
“If you’re making something like a tube for an oil well, you’re probably better off with a larger single-purpose machine than you are with a multitasking machine,” Appleton said.
Additionally, multitasking is generally better for small and medium lot sizes because multiple stand-alone machines can apply more spindles to the task.
“If you’re going to do 150 to 200 parts, multitasking is a no-brainer,” Wilker said. “But if you want to do 1,500 in a week’s time, it may make sense to use stand-alone machines. Our Integrex machine might only have a milling spindle and a lower turret, which means it has only two tools in the cut at any given time. But if you use (several) stand-alone machines, you could have three or four spindles going at the same time doing different features.”
A Changed Landscape
If part manufacturers move ahead with multitasking, they will discover that the landscape has changed dramatically in two decades.
“In the early days, a lot of sacrifices were made in order to do both turning and milling on a single machine,” Fischer said. “But across the industry, the technology has progressed and machine designs have changed radically over the last 20 years, so users are making much fewer trade-offs.”
Consider, for example, a basic Okuma turret lathe with milling capability that was on the market 20 years ago.
Okuma’s Multus U4000 multitask machine (below) has a 240° B-axis range. Image courtesy of Okuma America
“These types of machines did minimal milling work and 85% turning,” Fischer said. “But over the years, the systems have improved so that now they can do significant milling.”
For one, he said, the horsepower and torque of milling machines have increased, allowing heavier cuts. Other significant upgrades include improved software and servo systems, which have boosted accuracy for machining intricate parts. In addition, controls have become easier to use, making complex multitasking machines more accessible to operators.
With Okuma’s Multus multitask machines, “there are virtually no trade-offs at all,” Fischer said. “The turning capabilities are as good as any lathe of comparable size, and the milling capabilities are as good as any mill of comparable size.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



