Manual Mills Get CNC Makeovers
A manual milling machine can be retrofitted with a CNC system for about one-fourth the cost of a brand new CNC machine.
Aiming to boost the capacity of your shop’s manual milling machines? Check out today’s PC-supported CNC retrofit systems.
Trane Co. retrofitted its manual Bridgeport with a Mitutoyo MillStar CNC system to achieve 75% more capacity, higher repeatable accuracy, and lower scrap
Many machine shops are still using low-horsepower manual milling machines for small and medium-size lots or one-off work. However, these older machines were not designed for today’s more complex workpieces, tighter tolerances, and more varied part mixes. These challenges have made manual machining a much more skill-intensive and time-consuming operation than it was when the work was simpler. When a machine can no longer make chips profitably, it is time to consider how best to upgrade it, or whether it is worth upgrading at all.
If you are seeking ways to improve the productivity of your shop’s old workhorse, the good news is that you may not have to replace it with a new, big-ticket CNC milling machine. There are some cost-effective alternatives, such as retrofitting it with a CNC system. The rejuvenated machine may meet your total needs now or, at least, tide you over until your workload warrants stepping up to a fully automated milling center. Even then, the upgraded machine could earn its keep.
Why Now?
There may be no better time than the present to retrofit your manual mill with a new CNC system. The metalworking business is in a capacity crunch as a result of present and anticipated economic prosperity. Industry analysts report that machine shops are operating at more than 85% of capacity. It’s common for plants to work around-the-clock to meet shorter delivery expectations. In fact, typical delivery lead times have reportedly shrunk an average of 20% in the last year. Speed and responsiveness can therefore make or break a machine shop, especially if its customers are demanding just-in-time deliveries or the shop is trying to win bids in a tight, neck-to-neck competitive market.
Furthermore, the pool of skilled workers capable of operating a manual machine is dwindling. As a result, machine shops must rely on a mixed bag of experienced and inexperienced operators, some of whom are totally new to the field. To compound this situation, in recent years, operators have been expected to do more. They are now often responsible for at-machine programming and inspection, on top of their routine machining jobs.
Is Your Machine a Candidate?
As your shop’s productivity declines, you may believe that some type of change is warranted, but you may not be sure that an equipment upgrade is the answer. Here are some questions that will help you determine whether your manual milling machine is a candidate for a CNC retrofit system: Are you machining complex workpieces? Do they have non-linear and polar features rather than simple linear and prismatic features? Are your machinists performing more continuous-path milling than point-to-point, straight-line cuts? If a lot of your milling jobs involve circularly interpolated cuts and complex curves, the cost of a CNC retrofit package may be offset by the savings on total machining costs.
On those non-linear part prints, are you burning a lot of productive time just making sure you meet specifications and tolerances? A more automated CNC system can make more accurate and repeatable cuts. This will help you maximize productivity and profit by eliminating the risk of human error.
Are you handling many part families or repeated 2-axis operations? If you are duplicating milling routines over and over, even with slight variations, having CNC capabilities would definitely be beneficial, because a CNC can repeat a part program on demand.
Are your scrap and rework rates high? If you are losing money on scrap and rework, a CNC retrofit system will most certainly push errors down significantly and lower scrap correspondingly. Is the operator spending significant amounts of time manipulating the operation? The more operations the operator has to perform manually, the higher your downtime and cost – all of which favor more automation.
Do you need more control now, or do you foresee needing more control in the future? If your workload involves mainly point-to-point linear cuts, retrofitting the machine with a digital readout (DRO) might provide sufficient control of the operation. But if your part has many angles, radii, and curves, you’re better off spending more to reap the benefits of CNC.
Weighing the Benefits
A CNC retrofit system costs about one-quarter as much as a new 2-axis CNC milling center. Though the latter will obviously produce more gains than a CNC retrofit of an older machine, you have to weigh capabilities against value and how they relate to your priorities. A CNC retrofit package can help solve many of your shop’s business-related issues, including lower machining costs, less scrap and rework, programming simplification, repeatability ease, and potential for higher accuracy.
By retrofitting your manual mill with a CNC package, you will significantly reduce setup time of rotary tables. CNC positioning of the rotary table via powerful servo motors will take care of it. Reduced setup times, in turn, will increase capacity and cut machining costs.
Simplified programming enables even inexperienced operators to easily execute the most complex operations in conversational shop language. CNC retrofit systems’ libraries of canned cycles facilitate routines for drilling, bolt-circle drilling, single-step line/arc milling, advanced line/arc milling, and regular and irregular pocket milling. And since the operators see their machining steps in real time on the PC monitor, they can make immediate adjustments. Three-axis DRO mode enables them to determine actual position and go into manual override to correct any machining errors.
A CNC retrofit system also speeds repetitive work. All the operator has to do is call up a part number, position the quill to the starting point, and press the start button. This automation increases throughput significantly and lowers the risk of human error while reducing scrap and rework.
Choosing the Right Package
Now you know what improvements you can expect from a CNC retrofit package. But don’t assume that all CNC retrofit systems are comparable in capabilities or price. Some are easier to use than others. Some may have more precise linear-scale systems. They may also differ in the canned cycles included in their programming, and not all may be capable of advanced geometry calculation. Prices can range from $10,000 to $16,000.
Make sure you are comparing apples to apples, then do some comparison shopping. To arrive at a short list of possible vendors, evaluate their equipment, judging it on value vs. capabilities, and look at the vendors themselves. Here are some guidelines:
- How easy is it to program routines? Could an inexperienced operator do it with basic training?
- How easy is the documentation to use? Is it available both on- and off-line? Are the files well organized and easy to load?
- What operations are included in the canned software library?
- Can the hardware and software be upgraded, and at what cost?
- What’s included as standard and what is optional? For example, does the standard package include high-precision linear scales, precision-ground ballscrews, and Windows¨ 95 or comparable software connectivity? Do options include limit switches, remote stop-go control, and a power backup unit?
- Does the system come with both conversational and G-language code?
- Are the standard computer, monitor, and keyboard of high quality? Does the hard drive have at least 500MB?
- Are the graphics attractive and detailed?
- What’s the power rating of the new servomotors?
- Are the mounting hardware, installation, and training included in the quoted price, or are they extra?
Selecting the Vendor
Once you’ve decided on the generic type of system you need, it’s time to investigate potential vendors. Ask yourself these questions:
Staying power. Will the vendor be around for the long run? Be sure the company has a solid installed base (in other words, a stake in the market).
Customer support. Will the vendor or its distributor be available when needed? Does it have a toll-free expert hotline where you can call for quick solutions? Will the vendor treat you the same as its largest accounts, even if you’re a small job shop? Will the vendor be willing and able to help if you have a unique technical problem? Even if a particular operation may not appear possible with the new equipment, the vendor may be able to suggest a way. When in doubt, ask other users about their experience with the supplier’s service.
Product availability. Does the vendor have a dependable distributor nearby? How quickly will it deliver? Make sure the distributor is as reputable as the supplier, and that it stocks the items you need most.
Innovation and leadership. Can the vendor supply your shop with the most up-to-date hardware and software and state-of-the-art technology? Go with a supplier that has a track record for introducing innovative products that address current market needs.
Pricing. Will the vendor’s prices, terms, and conditions be market-competitive? Warranties. What warranty and after-support does the vendor offer? Discuss this item with the salesperson before you commit.
Training. How comprehensive is the training? What’s included? Make sure you get hands-on training that will enable operators to program parts without assistance once they are on the job.
Considering the Alternatives
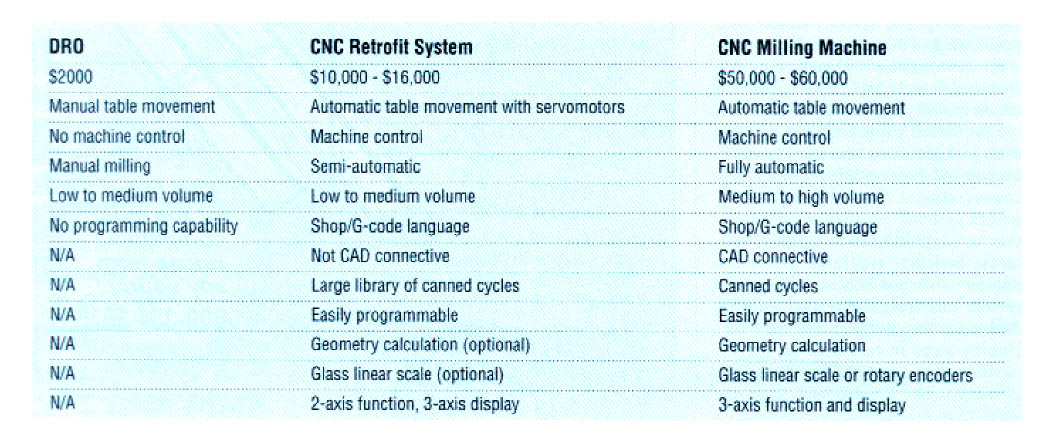
Table 1: A side-by-side comparison of the features of a DRO, a CNC retrofit system, and a CNC milling machine.
If you need to stretch the productive capacity of your manual milling machine, upgrading it with a CNC retrofit package isn’t your only option. You can continue to use the old machine as-is, upgrade to a DRO, buy a new manual milling machine for $6000 to $10,000, or buy a higher volume CNC milling machine for $50,000 to $60,000 (Table 1). You have to do a cost-benefit analysis to see if your productivity gains outweigh your costs. Shops that have purchased CNC retrofit packages have reported a three- to six-month return on their investment.
Your final choice should be predicated on your immediate and future capacity needs, economics, budget, profitability, part volume and complexity, customer relations, and operator skill level. Use the selection questions systematically to arrive at a short list of potential systems. Get vendors involved from the get-go, and then conduct a thorough investigation of the finalists. It’s worth it.
About the Author
Mike Yates is national sales manager, integrated scales and sensors, at MTI Corp., Aurora, IL.



MFGAxis Discussion