Insert issues: Turning Performance
A number of factors should be considered when selecting indexable inserts.
How should shops choose an indexable insert for a cutting application? In many cases, probably not the way the choice actually is made.
Instead of just going with the familiar, the right approach is to take a comprehensive look at the cutting process at hand and then select an insert with the right characteristics to meet the demands and requirements of that application. Insert suppliers can be a big help in this regard. Their experts can steer you toward an insert that not only is suitable for a particular job but will help optimize productivity and tool life.
Before beginning the process of zeroing in on the right insert, shops should consider whether a removable cutting tip is a better choice for a job than a solid tool. One of the main attractions of inserts is that they normally have more than one cutting edge. When worn, a cutting edge can be changed by turning or flipping the insert, also known as indexing, to an unused edge.
On the downside, however, indexable inserts are not as rigid as solid tools and thus not as accurate.
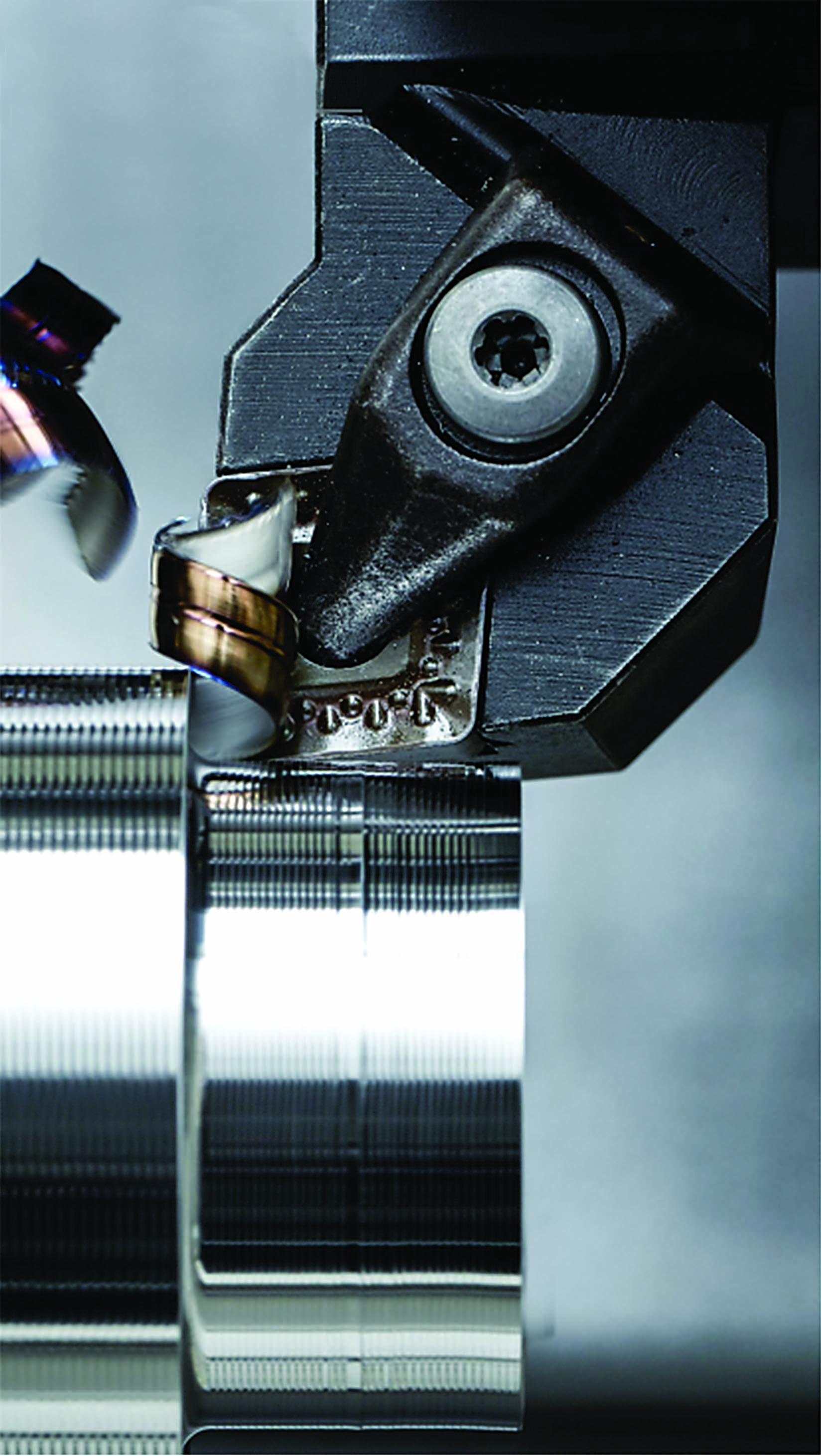
Choosing the right insert for an application can increase productivity and tool life. Image courtesy of Ceratizit USA
“You can’t match the tolerance or finish of a ground surface with an insert because of deflection,” said Jim White, national sales manager at Carmex Precision Tools LLC in Richfield, Wisconsin.
Therefore, he said, most indexable milling cutters are roughers and finishing is done with solid tools like endmills.
For turning, “everything is indexable,” White said, and tight tolerances can be held. But this typically requires both a rougher and finisher. Moreover, the finisher can’t be indexed often because each indexing results in a loss of accuracy. That’s why many finishing inserts are single-sided as opposed to double-sided inserts that can be flipped over, he said.
Then there’s the issue of cost.
“Most smaller shops always ask for an indexable solution because they think it is cheaper than a solid tool,” White said.
He said although this is true in theory, in many cases indexable inserts break or wear quickly.
Carmex Precision Tools sells both indexable and solid thread mills. For low-volume jobs, White believes that a solid is the better choice. But for high-volume production, he thinks that an indexable is more economical over the life of the job. Besides being more expensive than an indexable, he noted, a solid must be resharpened, after which tool life drops by about 30%. In addition, he pointed out that solids must have their coatings stripped and then be re-coated — with a coating that is never as good as the original. So for high-volume jobs, he usually recommends an indexable.
Starting the Process
Once the decision is made to go with an indexable insert, shops face the task of choosing from many options. A good way to start the selection process is to decide what you want to achieve with the insert, said Jan Andersson, product manager for indexable inserts at YG-1 Tool (USA) Co. in Vernon Hills, Illinois. While productivity might be the top priority at some shops, he said, others may place a higher value on flexibility and prefer an insert that can be used to machine multiple types of similar components.
Another early consideration in the insert selection process should be the application — in particular, the material to be machined.
“Modern cutting tools are material-specific,” Andersson said. “So you can’t necessarily select an insert grade that is performing well in steel and assume that it’s also going to work well in stainless, superalloys or aluminum.”
Tool manufacturers offer a wide range of insert grades — from more wear-resistant to tougher — and geometries to handle a variety of materials, as well as material conditions like hardness and whether a material is cast or forged.
“If you have a cast or forged component, your grade selection will be different than it would be if you’re (cutting) a clean or pre-machined material,” Andersson said. “In addition, geometry selection for a cast component will be different than it would be for a pre-machined component.”
Shops also should take into account the machine or machines in which an insert will be used.
“Some machines have horsepower limitations, and some have spindle rpm limitations,” said Justin Messerschmidt, technical manager for cutting tools at Ceratizit USA Inc. in Warren, Michigan. “If you don’t take those into consideration, you could choose a carbide grade that needs to run at a higher rpm to be successful but not be able to achieve that because of the machine limitations.”

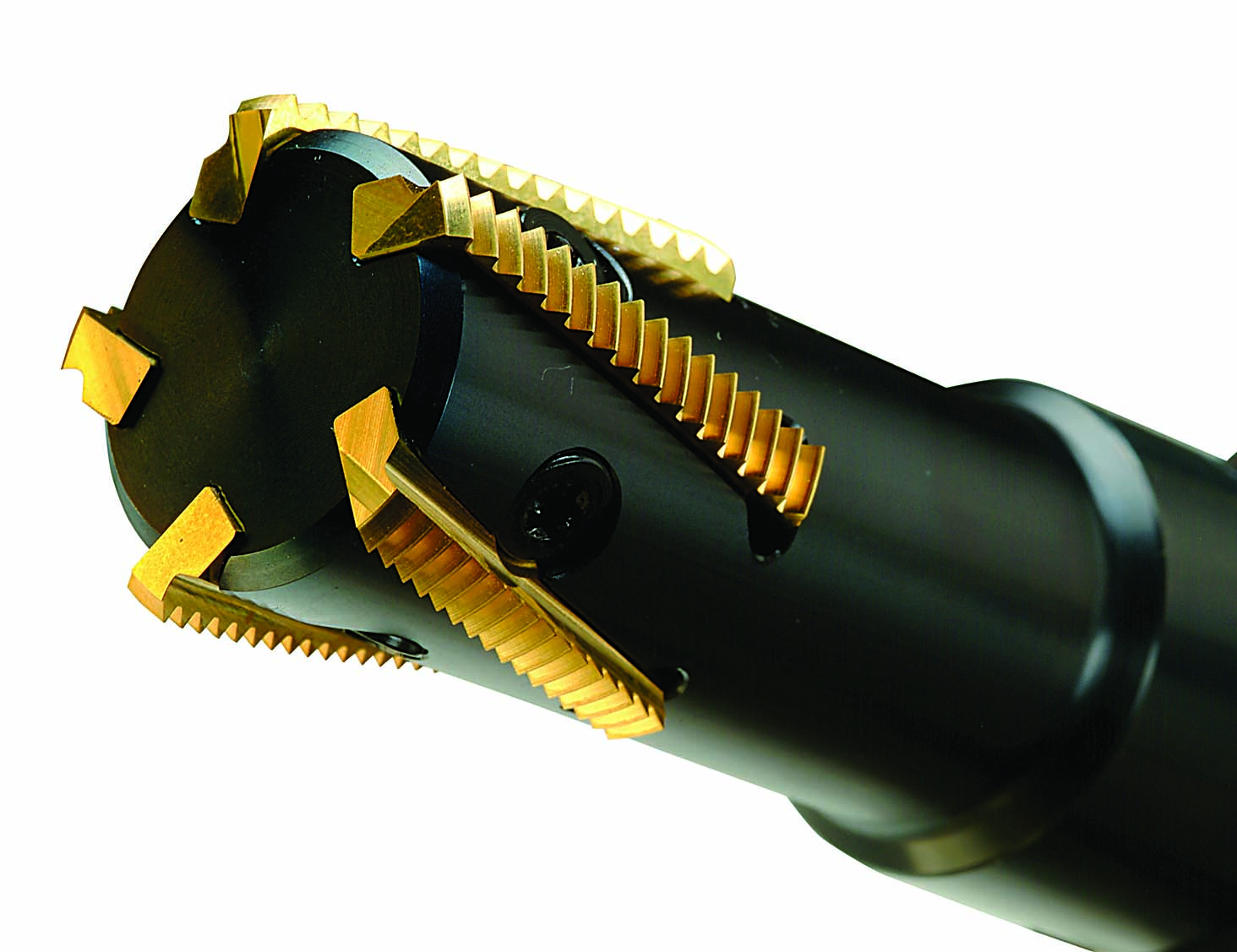
Helical-flute indexable thread mills (bottom) run faster and more efficiently than straight-flute indexable thread mills (top) while usually wearing much less as well. Image courtesy of Carmex Precision Tools
In addition to machine capabilities, shops should look at the entire machining setup and evaluate its rigidity and stability. This includes the stability of the machine itself, as well as the toolholding and workholding.
“If you can’t clamp a good portion of the part,” Messerschmidt said, “you wouldn’t choose an insert with a larger radius because that could (increase) tool pressure, which would cause chatter or lift the part out of the workholding.”
He said if the toolholding or workholding setup isn’t rigid, there is a good chance that the result will be chatter.
“And if you have chatter and you’ve chosen an insert substrate that is too hard,” Messerschmidt said, “you have a situation that is much more prone to insert failure.”
Hard Versus Tough
This illustrates an important but counterintuitive fact about insert selection: The hardest, most wear-resistant insert substrate is not always the best choice for an application. Consider, for example, a situation in which an insert must be chosen to cut forged material with hard spots in it.
“The harder the insert, the more brittle it is,” Messerschmidt said. “So running into a difficult portion of cut could cause catastrophic insert failure.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
April 2021




