Among vises, collets and chucks, there’s no shortage of reliable methods to secure workpieces for machining. Still, some parts are simply hard to hang on to. Clamping too aggressively on thin walls and delicate geometries causes warpage and accuracy problems and may lead to scrap. Fortunately, a number of workholding suppliers have developed innovative ways to grip the ungraspable.
IBAG North America, North Haven, Connecticut, is one. President Bill Popoli said using a Witte Ice-Vice Freeze Chuck can be an effective way to clamp thin, flat parts when other methods fail. “We offer two types. The first works much like an ice hockey rink, where coolant is circulated through a flat chuck and back to a refrigeration system. You spray the face with a little water mist, set the parts on and energize the system.”
Blue Photon’s photo-curable adhesive and patented gripper system is strong enough for a variety of machining applications. Image courtesy of Blue Photon Technology and Workholding Systems
Freezing takes around a minute, he said, depending on the size and quantity of the parts. Yet the custom-made system is admittedly expensive. A lower-cost alternative is an icing chuck that uses the Peltier effect. It works by applying electrical current to an internal thermocouple device, rapidly cooling the device and the surrounding area. Chucks with a 250mm × 150mm working area are available. There’s also a system that uses compressed air and the Venturi effect to rapidly cool the chuck surface.
With an accuracy of ±3μm and holding power up to 150 N/cm², ice chucks are surprisingly robust but create no external forces that may cause workpiece distortion. It’s possible to cut pockets in the surface of the chuck, making it easy to position parts, Popoli noted.
“We also offer an alloy that can be used to encapsulate parts prior to machining,” he said. “It’s a white metal with a melting point of around 170º F. You set the part in a potting fixture or premachined cavity, pour the melted alloy around it and machine as usual. It’s a good, low-cost solution for low-volume production of thin-walled or irregularly shaped workpieces.”
A similar solution can be found at MachinableWax.com Inc., Traverse City, Michigan. Technical Manager Wes Elias said Rigidax tooling compound is a pour-on thermoplastic with a cured hardness of 40 to 50 Shore D, which is “about as hard as the tread on a truck tire” and available in various formulas for different applications.
“Sometimes you want a lower-viscosity wax to reach into smaller channels where other applications may require higher adhesion that comes with the thicker-viscosity formulas,” he said. “The more common green formulas contain ground fiberglass to help reduce shrink and increase compressive strength. We also offer formulas that omit this fiberglass for applications like optics or extremely fine finishes where it may cause scratches on the material the wax is holding. Applications where no cutting fluids are used can benefit from a water-soluble version, which makes cleanup very easy.”
Elias recommends heating the workpiece when possible to improve wetting, then pouring the melted wax around the workpiece to secure it. Most formulas have a pour temperature up to 275º F, although a water-soluble version pours at 200º F. After machining, the process is reversed. The wax can be used multiple times. A small amount of residue should be expected but is easily removed with a heated mineral oil bath or special wax remover.
“If you have an oddly shaped part or a thin-walled part that would otherwise be difficult or impossible to hang on to, wax is a great way to capture it,” he said. “We also find that it helps reduce vibration during machining, improving part accuracy and tool life.”
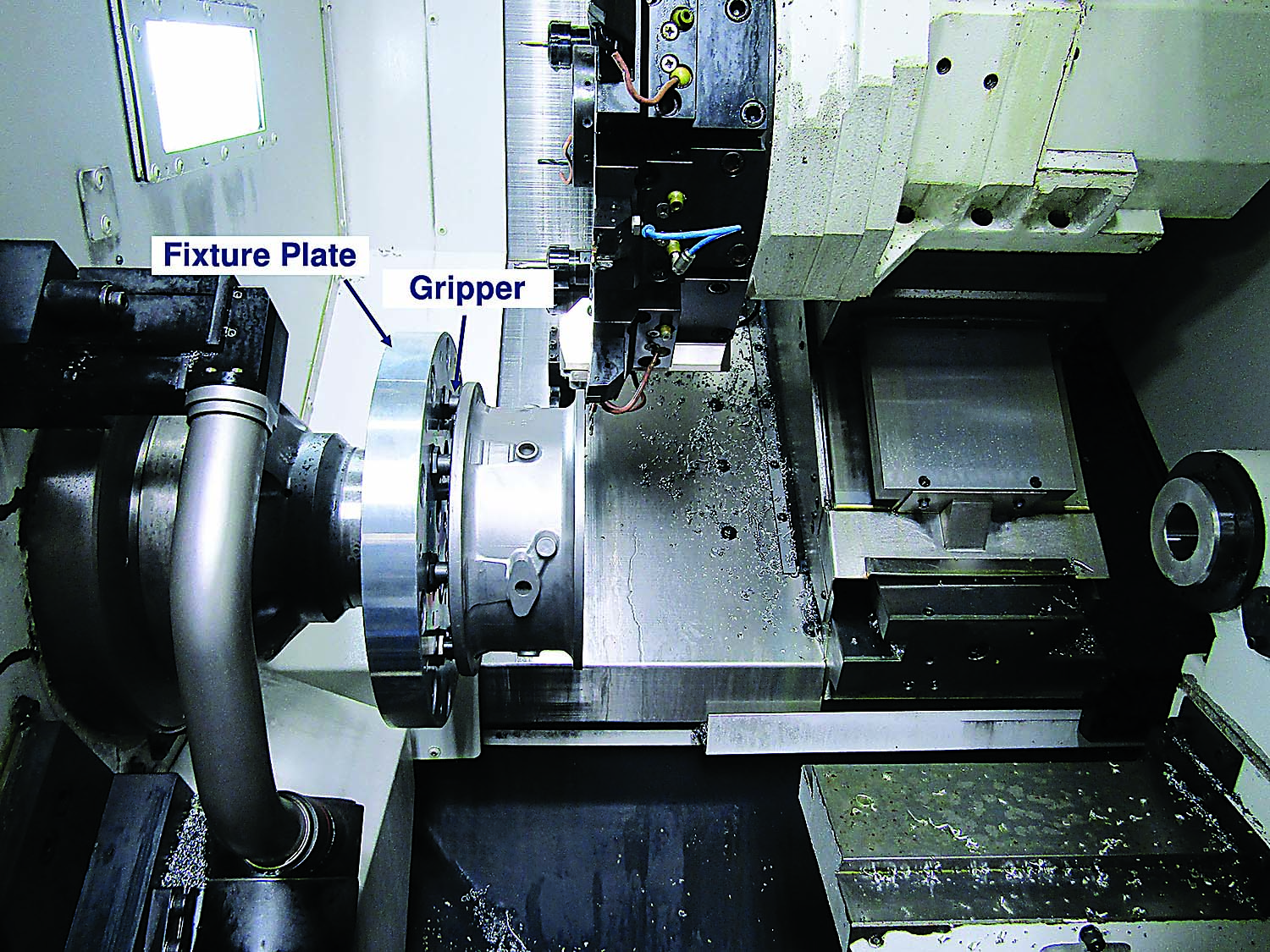
Blue Photon Technology and Workholding Systems LLC, Shelby, Michigan, has yet a different approach. A strong photo-curable adhesive in conjunction with patented grippers offers a way to hold complex-shaped parts that are not flat. President and CEO Dan Billings said photoactivated adhesive workholding is an increasingly popular method to grip delicate and/or hard-to-hold parts. The gel-like adhesive fills the gap between the part and the gripper, allowing for variation in parts. Three gripper sizes are available that permit holding forces of 200 to 600 lbs.
The Blue Photon system can be combined with zero-point systems and a bond station to make a “datum transfer” tool, providing a way to easily load complex-shaped parts. When done machining, a socket wrench is used to shear the bond between the gripper and part or the transfer tool can be soaked in hot water for 1 to 3 minutes to remove the part. The system is suitable for ferrous and nonferrous materials, ceramics and plastics and is resistant to cutting fluids.
Related Glossary Terms
- ceramics
ceramics
Cutting tool materials based on aluminum oxide and silicon nitride. Ceramic tools can withstand higher cutting speeds than cemented carbide tools when machining hardened steels, cast irons and high-temperature alloys.
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- fixture
fixture
Device, often made in-house, that holds a specific workpiece. See jig; modular fixturing.
- flat ( screw flat)
flat ( screw flat)
Flat surface machined into the shank of a cutting tool for enhanced holding of the tool.
- hardness
hardness
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
Author

Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at [email protected].