Get more from saw blades
Learn proper sawing techniques, material science, blade geometry.
Although machine shops differ in many ways and no two are the same, they share some common goals. Improving tool life and reducing tooling cost is a universal goal of all shops. After labor, tooling is usually the largest expense in every shop, and, like everything else, those costs are quickly escalating.
Machinists, shop owners and engineers are naturally focused on reducing the cost of tooling and put great effort into improving tool life. Their efforts are most often focused on things like endmills, drills, taps and inserts. It makes sense, because these items are typically the last tools to touch the part and they create the most value.
Sawing is frequently overlooked as an important part of the machining process because it occurs so early in the manufacturing process and rarely contributes to the final geometry of the part. In the past, sawing was the job given to the young apprentice after graduating from sweeping and shoveling chips. It is evident that, except for a small number of shops that specialize in sawing, the operation is often not considered critical.
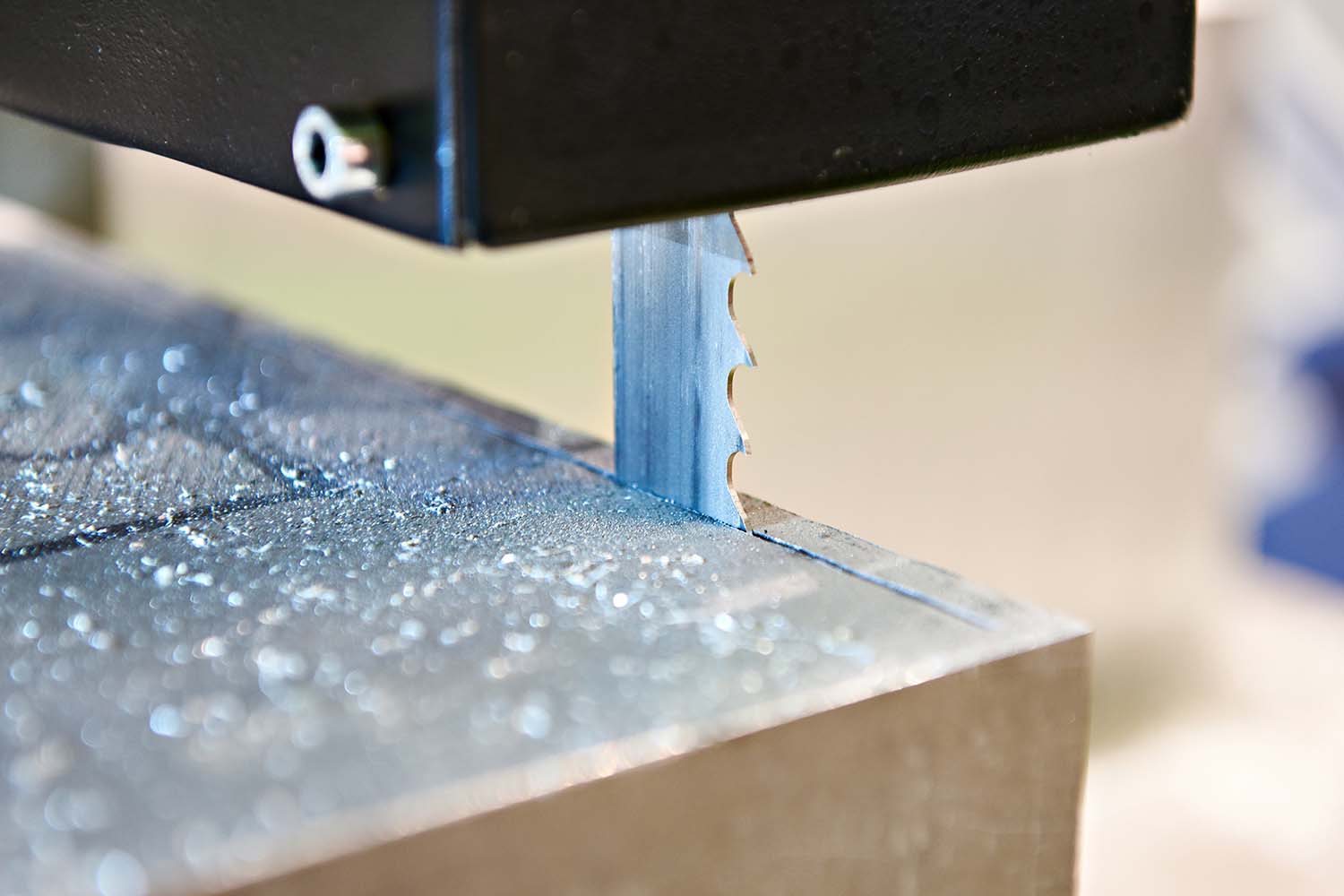 Sawing is frequently overlooked as an important part of the machining process.”>
Sawing is frequently overlooked as an important part of the machining process.”>
To the contrary, however, sawing is a very important operation. Sawing reduces bulk materials into the blanks that become the finished good. When done correctly, a well-cut part can produce a blank that requires less machining. With a good saw that is set up properly one person can feed many lathes and mills with cut parts ready for machining. Of course, there are several aspects that are critical to successful sawing, but the primary component is the saw blade. Choosing the correct blade and setting the correct parameters aids accuracy and improves blade life.
Blade material
Choosing the correct blade material is the first step toward successful sawing. Practically speaking, there are essentially three types of blades: carbon steel, a combination of carbon steel and high-speed steel (bi-metal), and blades that have been “tipped” with something like carbide or diamond.
Carbon steel blades are the least expensive and typically used to cut non-metallic materials like wood and plastics. Carbon steel blades do not typically have application in modern metalworking shops as they are products of earlier times before the existence of materials like high-speed steel.
Bandsaw blades need to be hard so they last, but they must also be flexible, so they do not break. A bandsaw blade made from HSS alone would be brittle and prone to fracture, therefore bi-metal blades were developed. Made by welding a strip of carbon steel to a strip of HSS, bi-metal blades offer the best of both materials. These blades are the most common type used in shops today, and have the broadest application. Bi-metal blades can be used on almost any material, and they are ubiquitous in modern machine shops.
Diamond-plated or carbide-tipped bandsaw blades are available but less common than the bi-metal blades because they only have non-ferrous applications. Most shops are cutting a variety of materials, so mounting diamond or carbide tipped blades on the saw would limit the types of materials that can be processed. However, if you are only cutting materials like aluminum, plastic or phenolics, then diamond and carbide are the best choices.
It is probably obvious that matching blade material to the raw material to be cut is important. However, matching the blade material to the saw also is critical. The saw must be rigid enough to tension the blade properly, and each model of saw requires a specific length of blade. As with other cutting tools, the best approach is to get input from the blade manufacturer.
Tooth pitch
Saw blades have different tooth pitches to accommodate different material thicknesses. To be efficient and cut as fast as possible, you want to use the coarsest tooth pitch possible. However, if the pitch is too coarse, then the teeth are likely to fracture. And if the pitch is too fine, then the teeth can become loaded, which can result in broken blades. In general, the best approach is to purchase the coarsest pitch possible while keeping 3.5-4 teeth in the cut. Any less, and you risk breaking teeth. While too many teeth in the cut can cause problems, it is better to have more teeth in the cut than to have too few.
Many shops reach a productive balance by using variable pitch blades, which have an alternating pattern of coarse and fine pitches that allow the shop to change from thick and thin materials with fewer blade changes. Getting the tooth pitch right is as important as selecting the right blade material.
Blade life
Some other simple things to remember about sawing that will improve blade life and ensure efficiency.
- Set proper cutting parameters. As with milling and turning, sawing requires that you have the blade speed and feed rate set correctly in order to maximize blade life. All the blade manufacturers give away speed and feed charts to make it easy to set proper speeds.
- Use a coolant that is formulated for sawing and maintain it. Keep the coolant tanks filled to the correct level, maintain proper concentration and replace at the proper interval.
- Maintain the chip brushes. Most saws will have a rotating brush on the exit side of the cut that is intended to brush chips out of the tooth gullet. This prevents recutting of chips, which would otherwise shorten the life of the blade. These brushes need to be replaced when they are worn.
- Cut the material through the thickest section. For example, if you want to cut ¼ x 4 flat bar, then cut it through the 4″ section as it is less likely to damage the blade. Stacking thin materials together to make a thick section also works well. Stacking eight pieces of the same ¼ x 4 flat bar will yield a 2 x 4 section and eight pieces per cut.
- Tension blades correctly. Having a blade too tight or too loose will cause damage and can be dangerous. Purchase a blade tensioning gauge and check the tension occasionally. Yes, blade manufacturers will give you the proper specifications.
- Make sure the saw is well maintained. Worn bearings and blade guides will allow the blade to “wander” in the cut, causing a poor cut and reduced tool life. Also, ensure the clamping mechanisms are well serviced and not worn. A moving workpiece can strip the teeth off a blade.
Everything discussed to this point has focused on bandsaw blades because bandsaws are the most common style of saw found in machine shops. These guidelines are applicable to cold saws, which use a circular blade much like those you buy for wood working and deck building.
Sawing is often the first operation in the machining process. Done well it can help reduce costs associated with other machining operations and improve raw material yields. World class machine shops give sawing operations the same level of attention as milling, turning and grinding.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


