The fundamentals of industrial sawing
Sawing is one of the most common manufacturing processes in a machine shop. It is versatile, simple and reliable. Nonetheless, many young engineers and machinists are quite familiar with lasers and abrasive waterjets but have no knowledge of sawing.
Extracting computer-generated shapes from CNC machines with high-pressure water and high-energy lasers can be appealing, making it is easy to forget about more-traditional cutting methods such as sawing.
Sawing is one of the most common manufacturing processes in a machine shop. It is versatile, simple and reliable. Nonetheless, many of the young engineers and machinists I meet are quite familiar with lasers and abrasive waterjets but have no knowledge of sawing. Sawing may be less interesting than some machining technologies, but it is still a vital machining operation.
Sawing equipment falls into four basic categories: bandsaws, hacksaws, circular saws and abrasive saws. Each type has its place in manufacturing and, when applied correctly, is efficient and effective.
The Omnipresent Bandsaw
Toolmakers and machinists are probably most familiar with bandsaws, which are found in machining environments ranging from one-off and low-volume tool shops to high-production automotive manufacturers. They are the most-versatile and cost-effective style of saw. And, compared to other types of saws, they can cut a broader range of material types and feature sizes. They provide a wider range of cutting speeds and feed rates and are also reasonably accurate and repeatable.

This vertical saw has several attachments to assist cutting, such as the miter attachment shown on the saw table. All images courtesy of C. Tate.
Bandsaws come in two styles: horizontal and vertical. Construction is similar for both styles, but the blade orientation provides distinct advantages, depending on the application.
A horizontal bandsaw presents the saw blade to the workpiece in a plane that is parallel to the floor. Because of the approach angle of the blade, a horizontal saw is well-suited for cutting long materials, such as bar, tube, pipe and structural shapes, to the desired lengths.
In contrast, a vertical bandsaw presents the blade to the workpiece in a plane that is perpendicular to the floor. It is best-suited for cutting shapes from flat materials, like plates and sheets.
The traditional vertical saw is manually operated. Therefore, it is well-suited for cutting shapes out of plates. While not impossible, it is improbable that an automatic saw would be used to rough components before machining. Manual saws are more suitable for this activity in toolrooms because of low part volumes. Other methods, possibly waterjetting, would be used for similar tasks in a production setting.
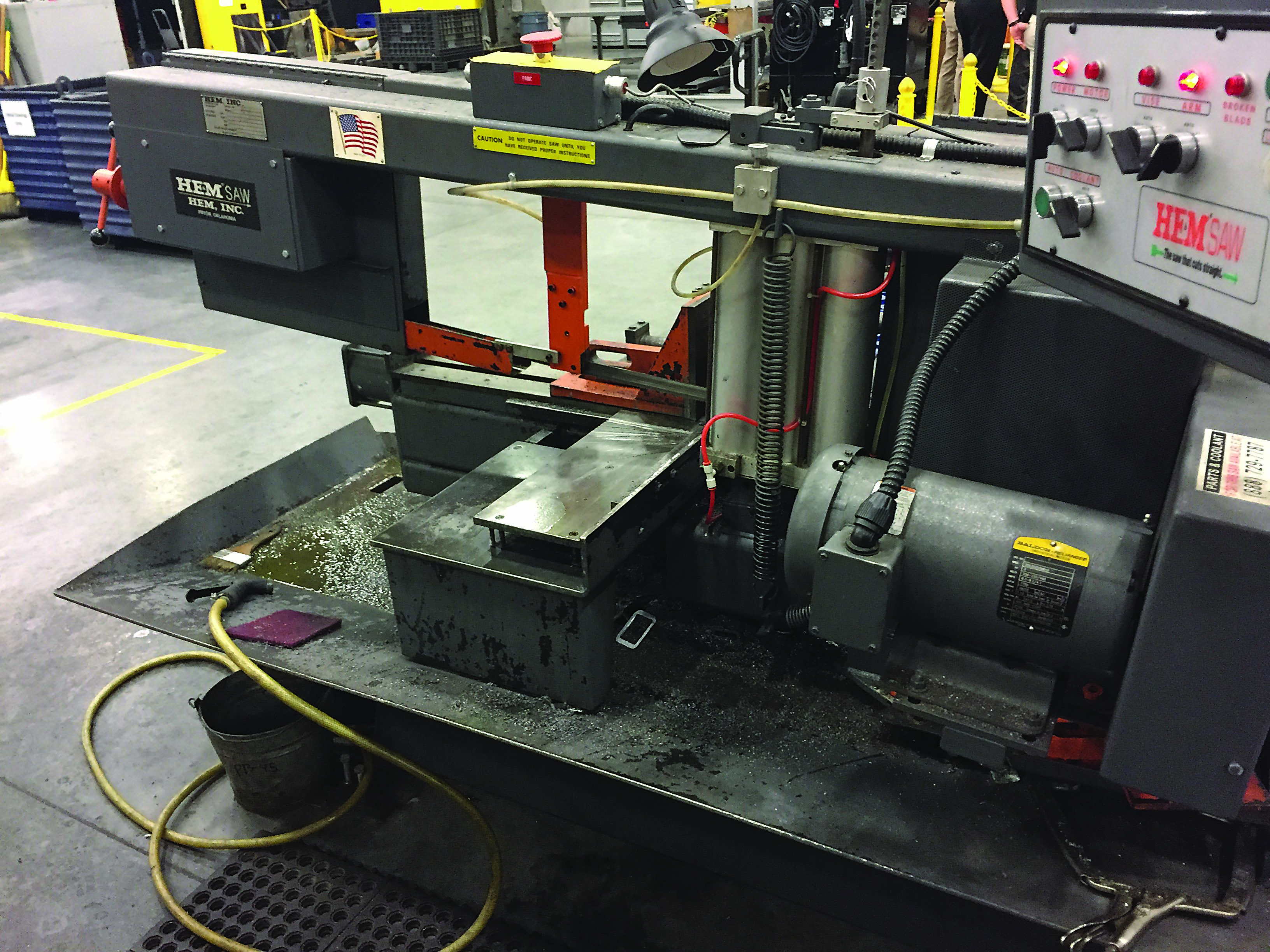
At Mitsubishi’s valve shop, this horizontal bandsaw is used more than the shop’s two other saws.
More-complex versions, which are often automated, usually with a CNC, are called “plate saws.” These saws have large tables that are capable of accommodating entire plates from which smaller pieces are cut. Many metal suppliers employ plate saws to cut square, rectangular and odd-shaped pieces of tool steel. In addition, some manufacturers use plate saws to cut blanks that are then machined.
Aerospace manufacturers often use plate saws in applications where thermal cutting, such as plasma arc or laser, can create heat-affected zones that compromise the mechanical properties of the material.
Vertical saws can cut bars, shapes and tubes. However, they are not typically configured with the same type of clamping mechanisms as horizontal saws, which have clamps that work much like a vise. The workpiece is clamped between one stationary jaw and one movable jaw. Horizontal saws hold the material stationary and pass the blade through the material during the cut, whereas vertical saws must move the material into the blade. Because horizontal saws hold the material stationary, they are better-suited for cutting long, thin pieces of bundled material like pipes and bar stock. Conversely, a vertical design economically provides the capacity to saw large plates; a horizontal capable of sawing large plates would not be economical to build.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion