Finish it with reaming: Testing & Quality Assurance
Creating close-tolerance holes is common at machine shops. Boring, grinding, broaching and EDMing are a few ways to produce these holes, but reaming can be most efficient depending on theapplication.
Creating close-tolerance holes is common at machine shops. Boring, grinding, broaching and EDMing are a few ways to produce these holes, but reaming can be most efficient depending on the
application.
Multiple Methods
Boring and grinding generate geometrically accurate holes with fine surface finishes. But unlike reaming, boring and grinding require machinists to closely monitor tool condition. Boring tools are adjustable and call for a user to watch hole size and correct for tool wear. They must be reset after an insert is changed or indexed or the cutting edge is sharpened.
Grinding requires a user to periodically dress the grinding wheel, which necessitates adjusting the machine to maintain hole size. Because reamers typically do not allow diametric adjustment, they demand less attention than boring tools and grinding wheels, resulting in a more robust process. Reaming is not only more stable but faster than boring and grinding.

This reamer has a replaceable carbide head, making sharpening easy and allowing users to quickly change sizes with minimal downtime. This style is efficient for repair operations in which volume is low and fast changeover is desired. Image courtesy of C. Tate
Broaching is efficient and accurate. However, broaching tools are expensive, and reconditioning them takes skilled toolmakers and specialized equipment. These costs can be difficult to justify in low-volume, high-mix environments. Reamers are relatively inexpensive and just as accurate with modest reconditioning costs. Machines and personnel for reconditioning reamers are common compared with those for broaching tools, which makes reaming tools more cost-effective.
Reaming and EDMing differ a lot and generally do not have overlapping applications, but the comparison is still worth mentioning. EDMing is excellent for creating tight-tolerance holes, especially in hard materials, yet reaming can be as accurate. Unlike EDMing, which requires a specialized machine tool, reaming may be performed on all traditional machine tools, such as knee mills, lathes and drill presses.
Really Reaming
Reamers are typically made of carbide or HSS and are available in countless diameters and flute styles, so reaming processes have a broad range of applications. In a testament to the efficiency and reliability of reamers, one tool manufacturer offers over 11,000 combinations on its website.
When used correctly, a reamer produces a round, accurately sized hole with a glasslike finish. Reaming operations reasonably should hold diameters to within a ±0.0127 mm (±0.0005″) tolerance.
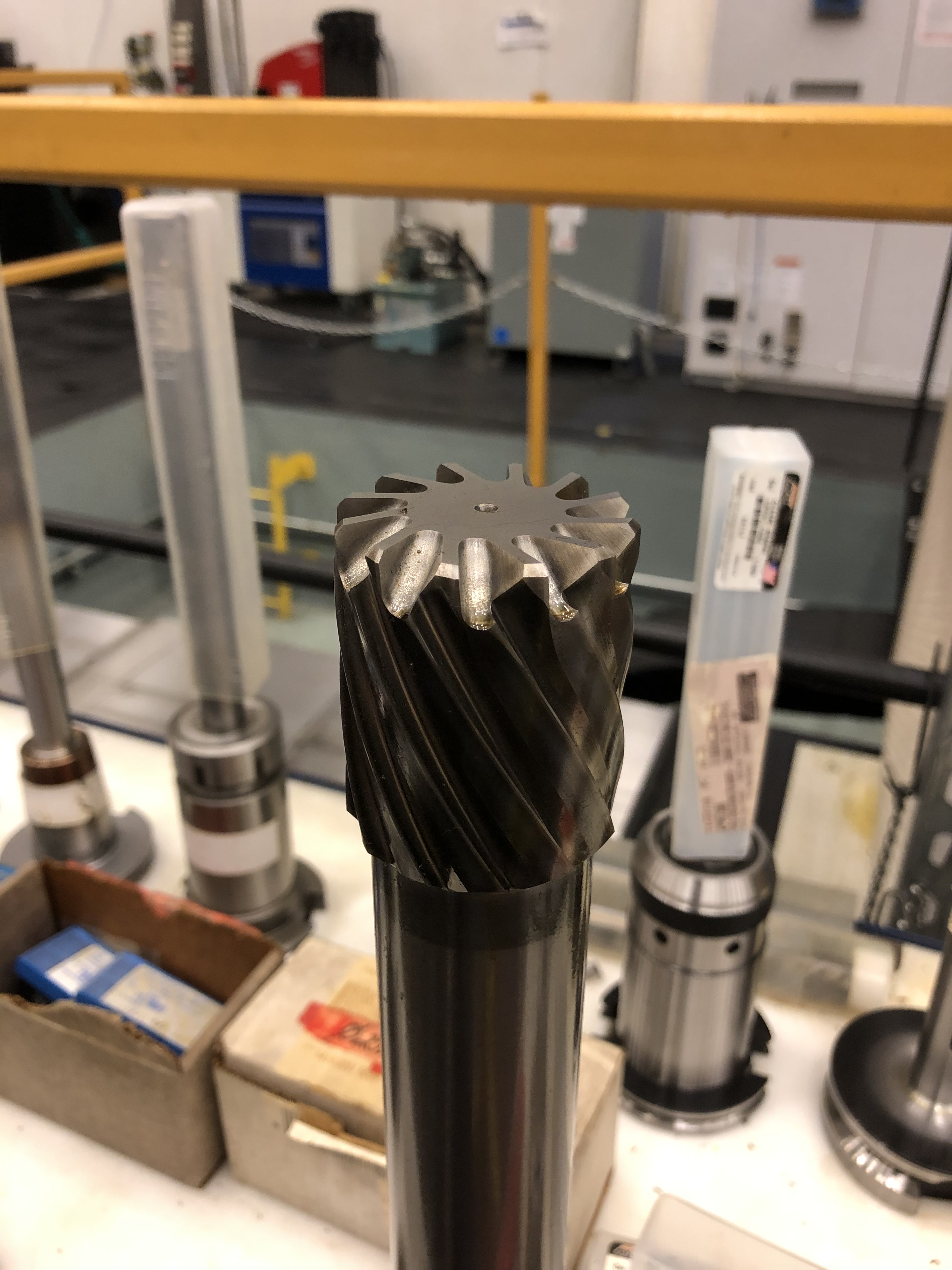
Reamers are available in countless sizes and styles. This reamer has spiral flutes, which enhance chip flow like the spiral flutes on a drill. Image courtesy of C. Tate
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion