Dear Doc: When I ran out of single-point dressing diamonds and got desperate, I mounted a PCD insert to dress an Al2O3 wheel. Is there any danger in doing that?
The Doc Replies: I’m also guilty of dressing with PCD inserts, and I’ve visited several customers who were using them to dress Al2O3 wheels. It may seem strange, but they work. Actually, if you need to dress, just about any diamond will do the job: a single-point diamond dresser, a PCD insert, a chunk of discarded electroplated diamond wheel—ever your ex-wife’s wedding ring.
Just take safety precautions and keep geometry in mind. As PCD wears, the flat width will get larger and the dressing will be less sharp. This also happens with single-point diamonds, just not as quickly.

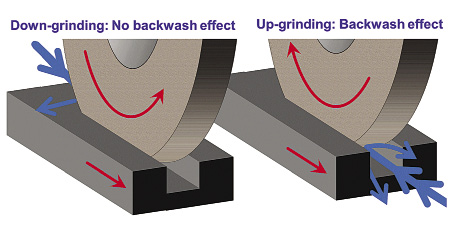
Figure 1. Down-grinding vs. up-grinding when creep-feed grinding deep grooves. Illustration courtesy J. Badger.
Dear Doc: You always say there is almost no difference between up-grinding and down-grinding in terms of temperatures, surface finish and wheel wear. But I down-grind when creep-feed grinding deep slots and it seems to help avoid burn. Why?
The Doc Replies: The one exception to my “up or down, it doesn’t matter” advice is when creep-feed grinding features such as flutes, fir-tree roots and deep grooves (Figure 1). It has to do with cooling.
When up-grinding a deep groove, for example, the process creates a sort of cave, which causes the “backwash effect.” Any coolant that doesn’t penetrate the grinding zone—and 99 percent of coolant doesn’t—can’t just spill over the sides as when down-grinding. It gets stuck in the cave, creating the backwash effect. This seriously hinders the amount of coolant that can get in the grinding zone. Therefore, I recommend down-grinding.
Dear Doc: I hold ±0.0002" when grinding cylindrical ODs and have a difficult time with roundness. What can I do?
The Doc Replies: I classify out of roundness as being flower- or egg-shaped. Flower-shaped roundness problems have, say, 12 “petals” repeated around the circumference. Egg-shaped roundness problems are just that—profiles shaped like eggs. Both shapes result from different causes.
In my experience on the shop floor, flower-shaped roundness is usually caused by wheel imbalance, wheel eccentricity or self-excited chatter in conjunction with having an “integer value.” Make sure the ratio of wheel rpm to workpiece rpm isn’t an integer like 10.0000 (3,000 rpm/300 rpm, giving 10 flower petals). If so, change it to something like 10.147157 (3,034 rpm/299 rpm). You’ll be amazed how those flower petals just disappear, because the high point on the imbalanced wheel is now hitting a different spot every workpiece revolution, obliterating those flower petals.
Eggy waviness is typically caused by a dull wheel that pushes off the workpiece. The most common cause of a dull wheel is using a grit size that’s too large and dressing it dull to impart a fine surface finish. Switch to a finer grit, dress sharp and you’ll be amazed how the profile suddenly looks less eggy.
Related Glossary Terms
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- creep-feed grinding
creep-feed grinding
Grinding operation in which the grinding wheel is slowly fed into the workpiece at sufficient depth of cut to accomplish in one pass what otherwise would require repeated passes. See grinding.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- flat ( screw flat)
flat ( screw flat)
Flat surface machined into the shank of a cutting tool for enhanced holding of the tool.
- flutes
flutes
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grit size
grit size
Specified size of the abrasive particles in grinding wheels and other abrasive tools. Determines metal-removal capability and quality of finish.
- polycrystalline diamond ( PCD)
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
- waviness
waviness
The more widely spaced component of the surface texture. Includes all irregularities spaced more widely than the instrument cutoff setting. See flows; lay; roughness.
Author

Jeffrey A. Badger, Ph.D., is an independent grinding expert. He will be giving his 3-day High Intensity Grinding Course from Sept. 26-28 in Columbia, S.C., hosted by S.L. Munson. Visit www.thegrindingdoc.com for details. He can be reached by phone at 512-934-1857 or via email at [email protected].
