When it comes to selecting toolholders for drills, taps, endmills, shell mills and other round cutting tools, there is virtually an unlimited number of options.
A machine’s spindle will dictate the required toolholder shank. The most common shanks are steep-taper ones, such as BT and CAT, and short-taper HSK shanks, which typically perform better in high-speed applications.
All images courtesy of T.M. Smith Tool International.
The toolholding end is where the choices begin to grow, depending on the application and the operation being performed, such as drilling, tapping or milling. The type of cutting tool clearly identifies what other toolholders a user will need. For example, when tapping, a user can choose whether a rigid holder or a compensating (tension/compression, radial floating) holder is right for the application. This choice, in turn, determines the type of holder and, possibly, the adapters that will be required.
Frequently, machine shops must get creative with toolholder selection because of the part design or fixturing challenges.
One Choice Stacks Up
Issues like a cutting tool’s ability to access the workpiece and tool reach can lead operators to rethink toolholder selection. As a result, they may consider custom holders instead of the standard holders they have on the shop floor.
It has become commonplace to “stack up,” or combine, standard holders in an assembly that enables a cutting tool to get where it needs to be. Figure 1 shows a single-piece toolholder next to an unassembled and assembled two-piece toolholder.
Stacking makes sense, particularly because a range of suitable standards are often on hand. The practice involves combining different types of holders, and possibly extensions, to replicate what would otherwise be accomplished with a dedicated, or special, toolholder.

Figure 1. A single-piece toolholder (left) next to an unassembled (center) and an assembled two-piece toolholder that performs similarly.
Consider a long-reach drilling application. Figure 2 shows the choice between a single-piece holder and a typical stack-up holder. The single-piece holder is an HSK 100A, 12mm (0.472") shrink-fit holder with a 360mm (14.173") projection. A holder like this features a custom, extended length with a slim-nose design to maximize rigidity. It is dual-plane-balanced to a G2.5 tolerance at the customer-specified rpm to reduce vibration and chatter. The holder has balance screws in the nose that allow the user to finely balance the holder after installing the cutting tool. Users can expect a tight tolerance of 0.0001" (3µm) TIR from a custom holder like this.
The assembly on the bottom of Figure 2 is comprised of two holders: a standard HSK 100A 1.25" (31.75mm) endmill holder and a 1.25" straight-shank collet extension. Both the holder and extension in this assembly meet industry-standard tolerances. The holder has a tolerance of 0.0005" (12.5µm) TIR, and the collet extension has a tolerance of 0.0002" (5µm) TIR. The connections are reliable and meet the required projection and nose configuration.
With both items being readily available from many sources, the stack-up holder can be assembled on an as-needed basis without having to order and wait for a special to be delivered. The lead time for a special can be several weeks.
Stack-Up Downsides
Despite saving time and money, there are some downsides to stack-ups that are worth mentioning. As previously noted, the custom holder has a single tolerance of only 0.0001" TIR. Keep in mind that any time two or more holders are combined, tolerance stack-up occurs. In the example with the TIR of 0.0002" and 0.0005" for the holder and collet extension, respectively, the tolerance stack-up causes more total runout, possibly beyond an acceptable amount.
Another critical issue that comes into play along with runout variance is rigidity. Tool and holder rigidity impact repeatability, part-surface finish and cutting tool life. Surface finish is usually driven by the part’s print requirement.
Poor tool life is the hidden enemy of productivity and can be a profit killer. Too often, tool life is ignored. High tool wear is simply considered “the way it is” to make the part. Skilled operators and toolholder and cutting tool suppliers often uncover root problems and propose options that can lead to dramatic improvements in performance.
Fixturing and part design also can pose challenges to the stack-up practice. Depending on the application, operators are frequently faced with performing a secondary setup, or even multiple setups, to complete the needed operations with stack-up holders. Another downside of combining two or more holders is the increased time needed for presetting, adding to the total machining cost.
Special Solutions
If the stacking-up approach isn’t supporting operations or the bottom line, it’s time to consider a custom solution. The knee-jerk reaction is to avoid a special whenever possible. However, there comes a point when the advantages of special holders are justified because of the potential return on investment.
A special holder is a single-piece solution made to order for a particular application or set ofoperations. When opting for a special, the focus is on engineering—and purchasing—a holder with all of the ideal characteristics in terms of reach, clearance, rigidity and accuracy.
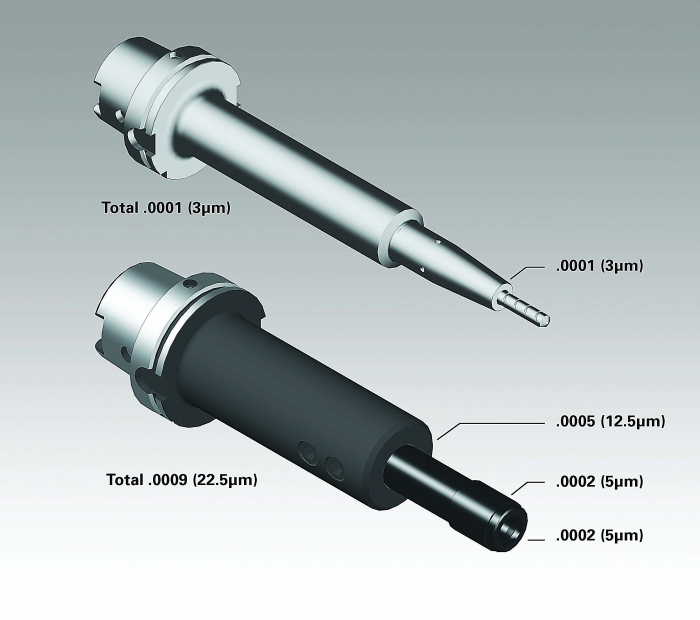
Figure 2. The single-piece toolholder (top) is an HSK 100A, 12mm shrink-fit holder with a 360mm projection. The assembly (bottom) is comprised of two holders: a standard HSK 100A, 1.25" endmill holder and a 1.25" straight-shank collet extension.
Where stack-up holders fall short, a special will excel: operations are repeatable and precise, cutting tool life is maximized, part-surface finish is fine and consistent, setups and tool changes are accurate, and cycle time is minimized. In essence, a special holder optimizes performance and productivity. Single-piece specials, by their nature, also reduce toolcrib inventory.
Sounds like the right way to go, doesn’t it? But, as with stack-ups, there are elements to consider before making that choice. Two issues top the list.
The first—and most obvious—is cost. It’s a given that custom holders are more expensive than standards. It’s not as easy to compare the cost of a special directly to a similarly configured stack-up holder. Nevertheless, the special will require more up-front dollars.
The second issue is delivery time. Standard items are available off-the-shelf in most cases, whether they’re already in the shop or acquired directly from a manufacturer or local distributor.
On the other hand, specials come with those feared two words—lead time—which can often remove them from consideration. Lead times can be weeks, or even months, depending on the complexity of the holder required and where it is manufactured.
Volume Matters
When does it make sense to choose the stack-up solution and when is a special toolholder the better option? A few considerations will help you choose.
Often, little time is given between the awarding of a production job and when a customer expects delivery. In these cases, shops tend to create their own solutions by stacking up standard holders to start making chips.
The quantity of the production run is another key determining factor. A special can be a tough sell to management if the part run is too low. Conversely, if the volume of work requires multiple machines to meet the customer’s need, special holders start to make more sense. Development costs can be spread over all the holders required and the life of the program.
A third factor is the specified tolerance. Less-critical parts might just as easily be machined using stack-up holders, creating no additional effort and avoiding a slowdown in production. On the flip side, a tight-tolerance, complex component or difficult-to-machine workpiece material will increase the need for more-precise machining. The more these criteria combine, the more likely that a special holder would be the right choice.
Finally, a true cost analysis is the ultimate measurement. It’s not that one way is right and the other is wrong. If your shop is versatile and agile, requires multiple changeovers and manages relatively small batch sizes, stack-ups may be the obvious answer. This is almost always the case if the nature of your part making does not necessitate meeting tight tolerances.
For operations with greater tool consumption, larger batch sizes and tighter tolerances, a closer look may prove that custom holders are not only a better alternative for productivity, but also likely to be less expensive overall.
Contact Details
Related Glossary Terms
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- clearance
clearance
Space provided behind a tool’s land or relief to prevent rubbing and subsequent premature deterioration of the tool. See land; relief.
- collet
collet
Flexible-sided device that secures a tool or workpiece. Similar in function to a chuck, but can accommodate only a narrow size range. Typically provides greater gripping force and precision than a chuck. See chuck.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- shank
shank
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
- tapping
tapping
Machining operation in which a tap, with teeth on its periphery, cuts internal threads in a predrilled hole having a smaller diameter than the tap diameter. Threads are formed by a combined rotary and axial-relative motion between tap and workpiece. See tap.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- toolholder
toolholder
Secures a cutting tool during a machining operation. Basic types include block, cartridge, chuck, collet, fixed, modular, quick-change and rotating.
- total indicator runout ( TIR)
total indicator runout ( TIR)
Combined variations of all dimensions of a workpiece, measured with an indicator, determined by rotating the part 360°.
Author

Jared McKown is operations manager for T.M. Smith Tool International Corp., Mt. Clemens, Mich. For more information about the company’s toolholders, call (800) 521-4894 or visit www.tmsmith.com.