Cutting oil fire risk requires precautions
The risk of fire from the use of cutting oil in machining operations is one of the reasons that many manufacturers avoid cutting oil.
Most people in industry have heard stories about cutting oils catching fire in shops. One occurred at the production facility of a cutting tool manufacturer that was gutted after the oil in a grinding machine caught fire. Another was at a machine shop, which had an oil-mist collector on a Swiss-style machine go up in flames.
The use of cutting oil in machining operations can be a risky business.
Jed DeJong, grinding application manager for Blaser Swisslube Inc., Goshen, N.Y., said the risk of fire is one of the reasons that many manufacturers avoid cutting oil—commonly referred to as “neat oil.” But doing so might be shortsighted and hurt the bottom line. “Water-miscible cutting fluids certainly have their place, but no one can argue the fact that certain applications lend themselves better to oil,” he said.
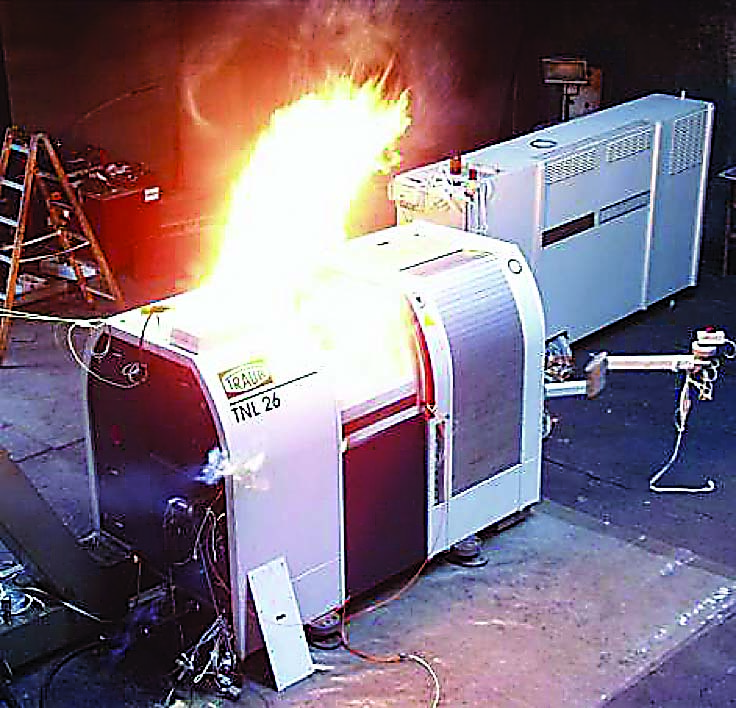
Oil fires can be prevented with well-maintained mist collectors and fire-suppression systems. Image courtesy of Blaser Swisslube.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion