If you’ve been injured in a car accident, developed a blood clot or tumor or felt a weird, unexplainable pain in your abdomen, chances are good that a doctor stuck you inside a big doughnut-shaped machine for a peek at your innards. A short while later, the doctor then shared an amazingly realistic view of your bones and organs and hopefully said your stomachache was caused by nothing more than the tuna fish sandwich you ate for dinner two nights ago, the suspected fractures were only bruises or the tumor was benign.
The first generation of this technology, computerized tomography, was invented in the early 1970s. CT scanning equipment uses an X-ray generator positioned opposite a curved detector, which rotates around a patient to capture hundreds or even thousands of scans per rotation. These 2D images are then fed into a computer and stitched into an accurate 3D representation of the person.
Scanners Are Expensive
But CT scanners have another use, one that might delight anyone who’s had to painstakingly cross-section a part just to measure an internal feature. Jesse Garant, president and owner of Windsor, Ontario-based Jesse Garant Metrology Center, said industrial CT scanning equipment is used for dimensional inspection of everything from aerospace castings to heart stents, offering an unparalleled view of parts without having to destroy them. Scans also allow porosity and wall thickness analysis, failure investigation and reverse engineering.
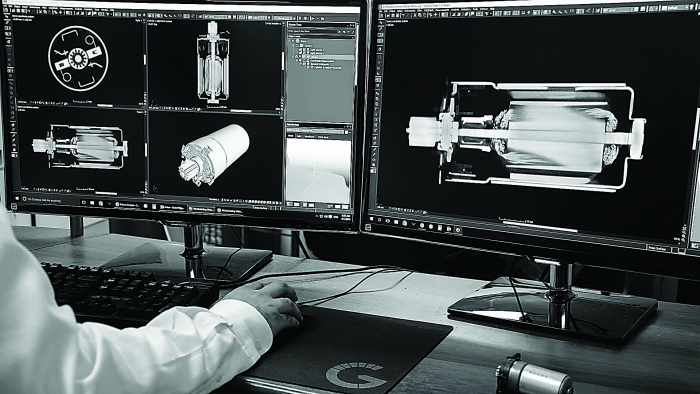
A quality engineer uses Volume Graphics software to analyze data from a scan of an electric motor. Image courtesy of Jesse Garant Metrology Center
There’s just one problem: CT scanners are expensive. And as parts become larger or denser or require more accurate scans, the expense rises.
“We have eight different machines of all sizes and energies,” Garant said, “ranging from roughly $250,000 for a 100kV scanner up to our custom-built linear accelerator system, which cost over $3 million and generates 3,000kV.”
Having an array of CT scanning equipment allows a metrologist to match a customer’s part to a machine, he said. For example, ¼"-thick steel parts, aluminum parts up to an inch or so thick and plastic parts eight times that thickness are suitable for lower-cost CT scanning machines with 160kV energies. But, Garant noted, the more energy that is available, the more material that can be penetrated. The company’s 3MeV superscanner, for instance, has enough power to scan an aluminum part about 28" in diameter in 90 minutes. But on the other end of the spectrum, parts thinner than 0.01" must be scanned with a nanosystem, a machine primarily found at university labs, he said.
“When you enter the nanorealm—say, anything lower than 3µm resolution—you’re typically looking for a lot of precision, lower power and a very small spot size,” Garant said. “For this, a very expensive, specialized CT scanner is needed. But for inspecting larger parts in the 0.25mm to 4mm range, any of the smaller, very high-resolution micro-CT systems found on our floor can be used.”
The Right Stuff
Cincinnati-based Exact Metrology Inc. is another metrology provider with multiple CT scanning systems. President Steve Young described the process as similar to a human CT scan except that the part is spun, unlike with an X-ray source and a detector, and the applied power is enough to kill anything placed in the machine.
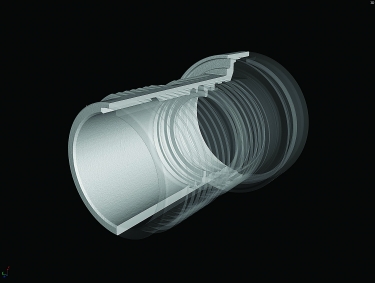
CT scanning is suitable for dimensional inspection, reverse engineering and CAD-to-part analysis. Image courtesy of Exact Metrology
“The denser or thicker the workpiece, the more power is needed to scan it,” he said.
As with any manufacturing-related process, however, just owning a machine doesn’t guarantee its successful use. Sources said companies offering CT scanning services should meet the same standards and have the same certifications as any other metrology lab, as well as employ qualified, highly trained personnel, often with more than 10,000 hours of scanning experience.
“CT scanning in particular requires extensive knowledge in many different fields of study,” Garant said. “A skilled operator needs a solid understanding of physics, analytics, metrology and, of course, machine operation. Getting useful results out of one of these machines isn’t just a matter of pushing a button.”
Young agreed that as parts become smaller, accurate scans become increasingly difficult to achieve.
“There are plenty of companies and people advertising dimensional metrology services,” he said. “And CT scanning is becoming one of these offerings, especially when it’s impractical to cut a part open. But when you get into very small parts, it can be quite challenging to take very accurate measurements. You definitely need the right equipment, the right people and the right software.”
Slice and Dice
Despite these challenges, CT scanning offers unprecedented views into what was once uncharted—albeit tiny—territory.
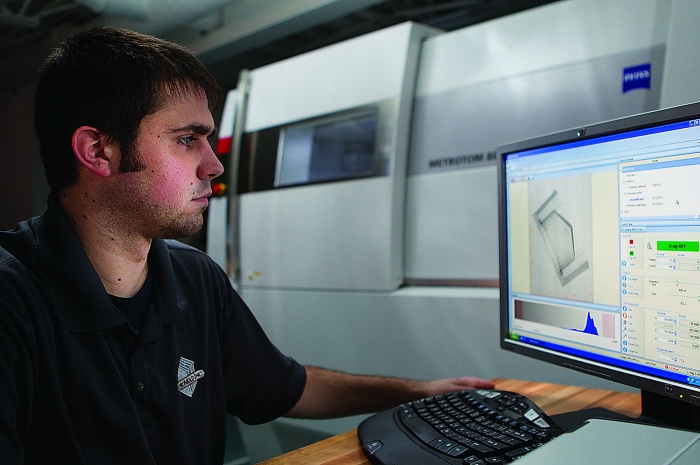
A CT scanning technician analyzes a workpiece. Image courtesy of 3D ProScan
“We scanned a little slug-shaped medical part recently that was maybe 2mm in diameter by 2mm tall with a series of 25µm laser-drilled holes running through it,” Young said. “We were able to show the customer that not only were the holes tapered, but several were in the wrong location. That would have been impossible to do without CT scanning.”
Capable or not, the biggest obstacle to more widespread use of CT scanning is its high price. In addition to the equipment costing more than many CNC machine tools, the highly skilled technicians needed to operate it aren’t inexpensive either. Because of this, the average job shop or small manufacturer must rely on metrology providers for CT scanning, which may cost hundreds or thousands of dollars per project, depending on the workpiece.
Young said that doesn’t sit well with some.
“I’ve had people question my charging $1,500 to image a part that only cost 30 cents to produce,” he said. “And while I understand their viewpoint, it’s important to remember two things. First, CT scanning eliminates having to spend hours and hours sectioning, polishing and then measuring internal part features as you would using a CMM or optical system. Secondly, because you can see and measure the complete part—inside and out—CT scanning is often able to validate the entire manufacturing process in a single step.”
Molds and More
One manufacturer with a full understanding of the capabilities of CT scanning is Clinton, Massachusetts-based NyproMold Inc., which makes steel molds for producing plastic components. In 2011, NyproMold bought a Zeiss Metrotom system as a means for qualification of its mold cavities but soon found itself with excess capacity and began offering its services to others. Thus was born 3D ProScan, also based in Clinton.
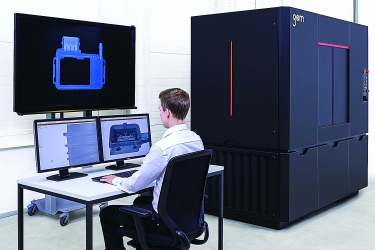
CT scanning machines need significant shielding to protect operators from X-ray exposure. Image courtesy of Exact Metrology
“CT scanning provides a superfast, highly accurate way to assess the quality of our molded parts,” said President Bill Muldoon. “The part verification and dimensional assessment process that once took weeks to complete can now be done in a matter of hours. Once the molds are completed and tested, a part-to-CAD comparison on the sample parts confirms geometric features were correctly built into the mold. The same parts are then dimensionally inspected using the CT scanner to assess compliance.”
Ryan Bergeron, CT engineer at 3D ProScan, said it’s possible with smaller workpieces to perform multiple part inspections in one setup, which is a real timesaver when validating multicavity molds.
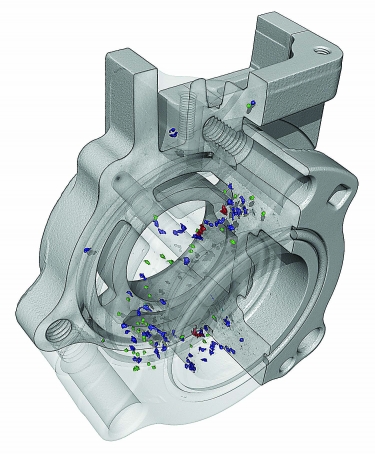
This aluminum casting was checked for porosity, a common application for CT scanning technology. Image courtesy of Jesse Garant Metrology Center
“The user-managed color maps provide visuals that make interpreting variation easier and decision-making more intuitive,” he said. “This is why the team likes to say CT scanning enables better decisions faster.”
Melissa Butrie, manager of business development, said 3D ProScan’s machine is optimized for low-density materials, such as plastic and aluminum, so Bergeron and his colleagues can’t scan the actual mold cavities used to make their parent company’s parts. But there are plenty of other inspection opportunities from external customers, including a project in which a client wanted to inspect a food item.
“They were concerned about internal voids that would lead to product breakage,” Butrie said, “and with our help were able to tweak their ingredient list to eliminate those defects. We’ve been doing it for around seven years now, and it’s definitely becoming a mainstream metrology process.”
Sorting the Stack
What do CT scanning machine users have in common? All need a way to sort, stitch together and basically make sense of the thousands of individual pictures taken during a typical scan. Most users rely on software from Charlotte, North Carolina-based Volume Graphics Inc. to do so.
Gerd Schwaderer, product manager for metrology at Volume Graphics GmbH, Heidelberg, Germany, said the raw data coming from any CT machine is like a stack of photos. His company’s software is used to manipulate this stack into a usable form. In some cases, this might be a 3D representation of a part that can be sliced, magnified or automatically checked for defects, such as bubbles or warping. In other cases, the final product from an inspection is a quality report in a PDF that says whether a part is good or bad.
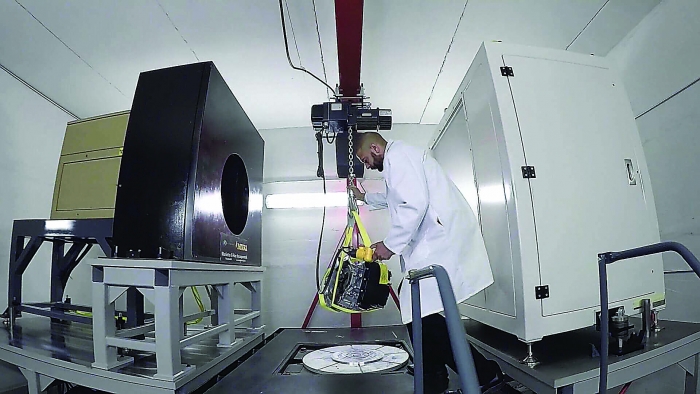
Whether a part is ultrasmall or large enough for a hoist, Jesse Garant Metrology Center’s technology manager can scan it using one of the company’s high-energy CT scanning systems. Image courtesy of Jesse Garant Metrology Center
“We were one of the first to work with industrial CT scanning manufacturers to reconstruct their output data into what are called voxel sets,” he said. “You can think of it as a huge Rubik’s Cube made of grayscale images. These were initially used to inspect castings and molded parts for inclusions, but that soon morphed into analysis of fiber orientation in composite materials and then expanded to include dimensional metrology.”
Volkswagen, for example, uses CT scanning and Volume Graphics to check aluminum engine blocks at a rate of 50,000 per year. CT scanning is also used by aerospace manufacturers to inspect rotor blades for helicopters, by the oil and gas industry to analyze soil samples and drilling cores and by consumer electronics manufacturers to peer inside cellphones.
“It’s a relatively new technology,” Schwaderer said, “but a number of companies have begun to replace some of their standard metrology devices with computed tomography. Its popularity grows every year as the process becomes more standardized and more software functions are introduced to increase its capabilities. About the only thing impeding the growth of CT scanning is its relatively high investment cost. But as manufacturers begin to offer less expensive versions of the X-ray components needed to build CT scanning machines, as well as faster or fully automated CTs, I expect it to become as common as traditional forms of metrology—and in many ways more useful.”
For more information about Volume Graphics Inc., call 704-248-7736 or visit www.volumegraphics.com.
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- metrology
metrology
Science of measurement; the principles on which precision machining, quality control and inspection are based. See precision machining, measurement.
- polishing
polishing
Abrasive process that improves surface finish and blends contours. Abrasive particles attached to a flexible backing abrade the workpiece.
Author

Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at [email protected].
Contributors
3D ProScan
978-365-8164
www.3dproscan.com
Exact Metrology Inc.
855-463-7116
www.exactmetrology.com
Jesse Garant Metrology Center
844-542-7268
www.jgarantmc.com
